公司新闻
优选:绗磨管供应商
更新时间: 2025-10-30 12:28:53 ip归属地:漳州,天气:多云,温度:19-28 浏览:2次
以下是:漳州市漳浦县优选:绗磨管供应商的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 优选:绗磨管供应范围覆盖福建省、漳州市、漳浦县、芗城区、龙文区、云霄县、诏安县、长泰区、东山县、南靖县、平和县、华安县、龙海区等区域。 |
【九冶】持续拓展产品矩阵,现有龙文绗磨管信誉至上、东山绗磨管支持定制贴心售后、华安绗磨管精致工艺等,满足不同场景需求。优选:绗磨管供应商,九冶管业(漳州市漳浦县分公司)为您提供优选:绗磨管供应商产品案例,联系人:李经理,电话:【17706353138】、【17706353138】。 福建省,漳州市,漳浦县 元,割西城佐建南靖县。明嘉靖九年(1530年),割二、三、国、五都置诏安县。嘉靖四十五年(1566年),割二十三都的九图建海澄县。清,割出六都的三十个保设云霄厅(云霄县)。民国5年(1916年),割出古留半岛佐建东山县。有南溪、鹿溪、佛潭溪、赤湖溪、杜浔溪、浯江溪等河流,年降水量1600毫米,年均气温21.8℃。海岸线216千米,大小岛礁178个,海湾6个,港湾5个。
无论您是初次接触还是已经熟悉,我们的优选:绗磨管供应商产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:漳州漳浦优选:绗磨管供应商的图文介绍


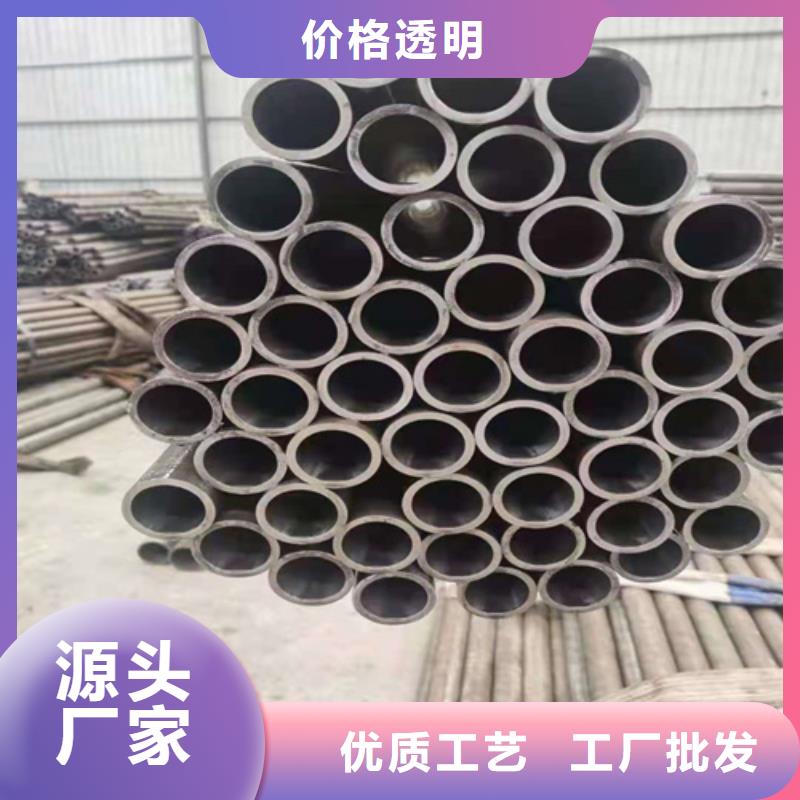
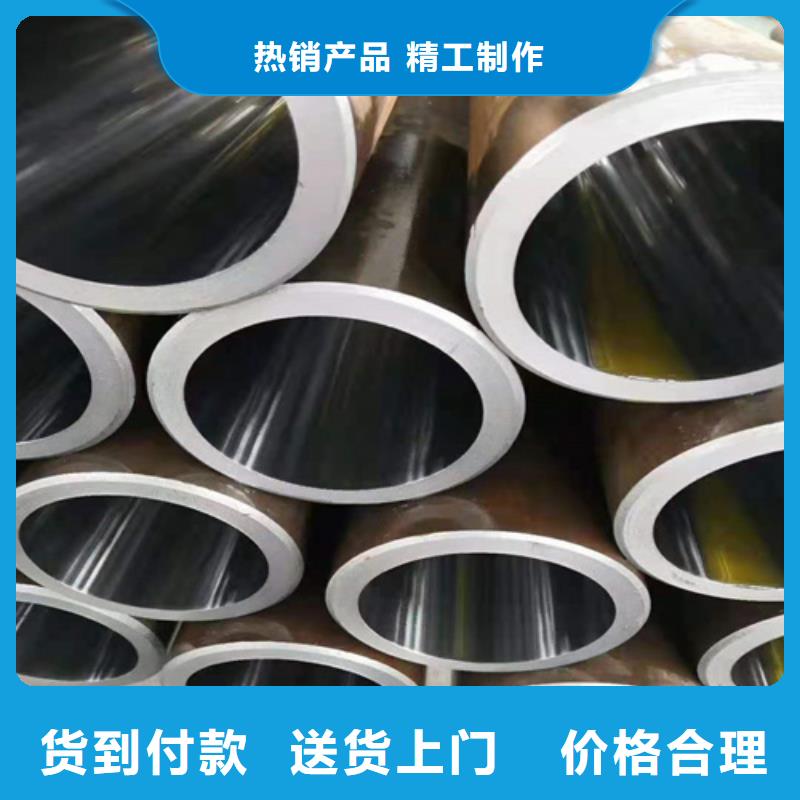
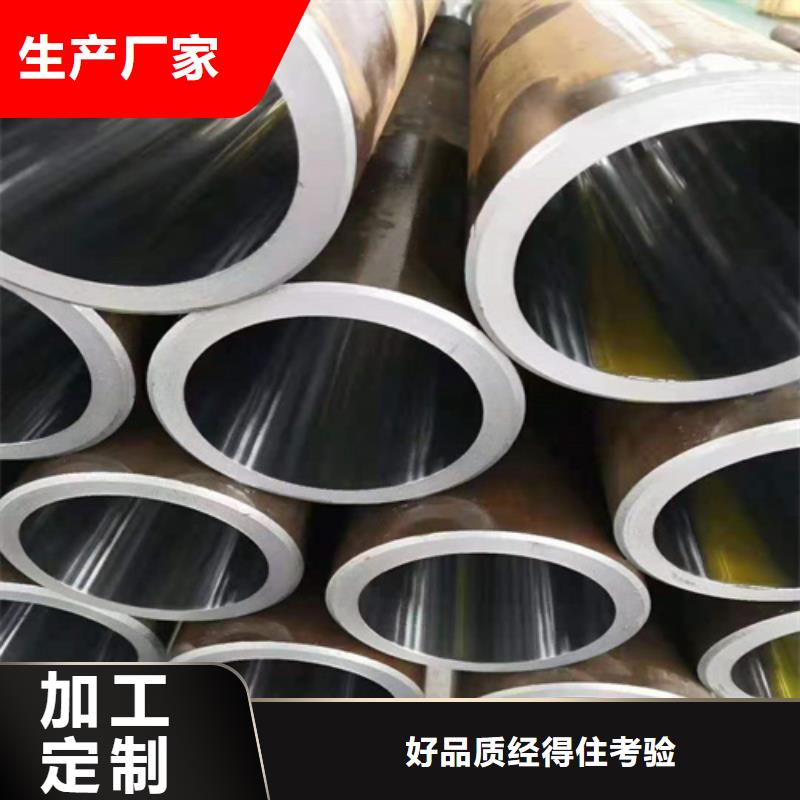
主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。



冷拔绗磨管新工艺流程
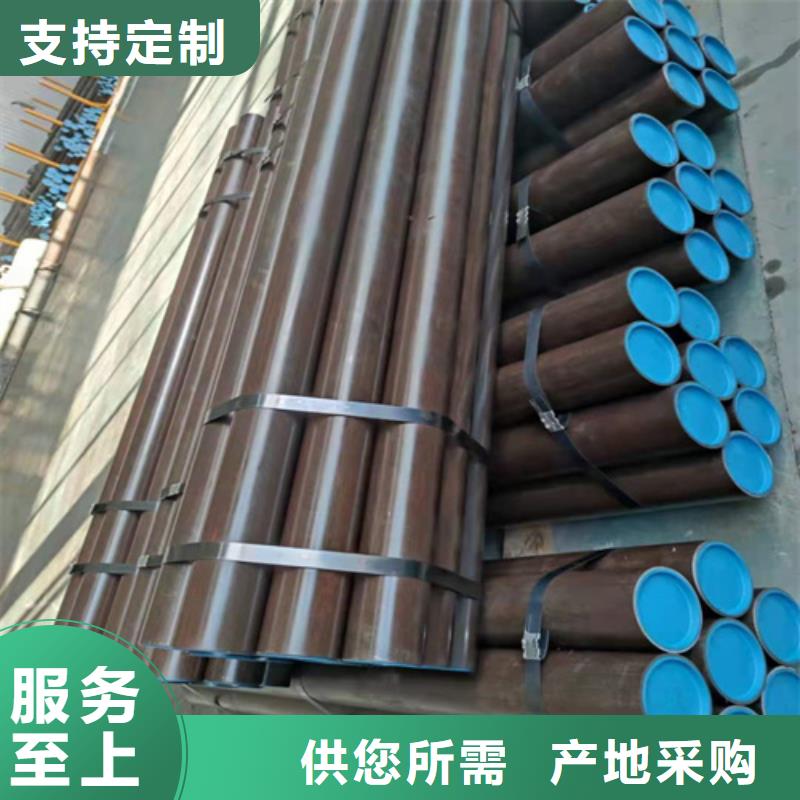
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。什么是冷拔绗磨管?热轧钢管用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。)将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,无缝钢管价格适中,深受广大用户喜爱。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。什么是冷拔绗磨管?热轧钢管用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。)将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,无缝钢管价格适中,深受广大用户喜爱。


漳州漳浦九冶管业有限公司注重现代企业形象的塑造和无形资产的积累,强化企业管理,坚持用户至上,将质量管理与国际结轨,把 绗磨管产品进入国内外大市场,树立品牌的企业形象。公司生产设备齐全,技术力量雄厚,检测手段先进,可根据客户需求定制各种 绗磨管。



珩磨油缸管余勇深有感触地说,珩磨油缸管改革前的“阵痛”,但蝴蝶成长的烦恼。涅槃是一种痛苦凤凰浴火重生,只要我们看看它与发展的角度来看,把它和使用改革,将能够成功地找到解决“阵痛”食谱。在整个“关闭”,中国珩磨油缸管业将在更广阔的发展空间,迎来。珩磨油缸管珩磨油缸管活跃的资讯媒体不仅可以切割珩磨油缸管作为中国的大型企业,国有骨干企业之一,落实责任,发挥能力的工作要求;珩磨油缸管也加快了转型升级,加快产业结构调整,竞争力的主动选择。珩磨油缸管适度压减生产能力,不仅不会影响珩磨油缸管的竞争力,珩磨油缸管你就可以得到了结构调整,产品升级进一步,企业竞争力。记者为加快实现产品与用户的升级,从普通的产品逐渐退出一个显著机会的珩磨油缸管产能目标珩磨油缸管低循环珩磨油缸管和同质化珩磨油缸管价格战珩磨油缸管和珩磨油缸管压减生产能力,提率珩磨油缸管。


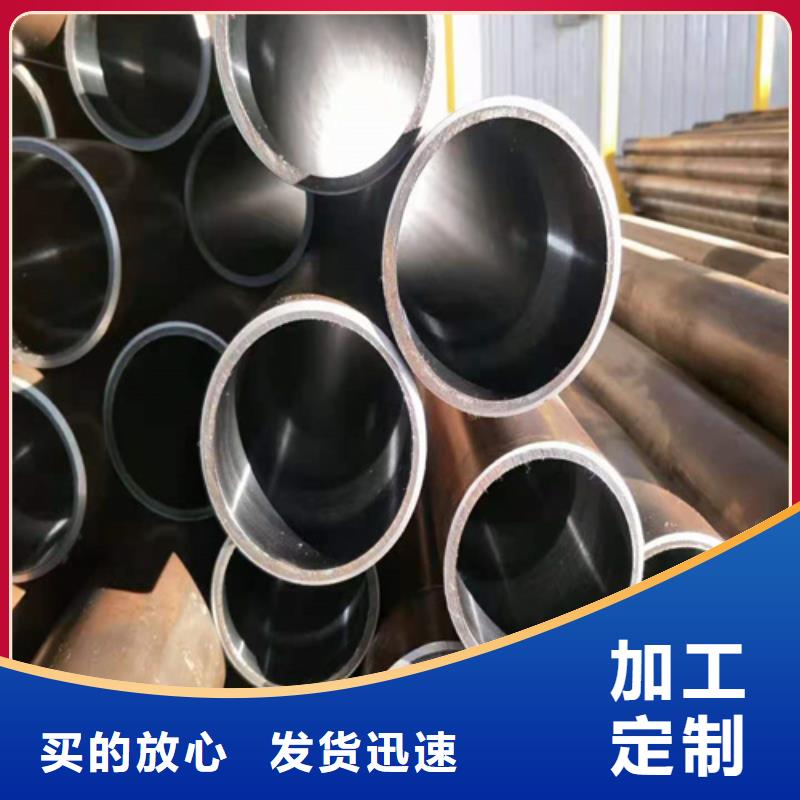
45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要



选购优选:绗磨管供应商来漳州市漳浦县找九冶管业(漳州市漳浦县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【17706353138】,地址:[丁块工业园]。
其他新闻
- 支持定制的不锈钢板销售厂家 2025-10-30
- H型钢-放心可靠 2025-10-30
- 铝板的规格尺寸 2025-10-30
- H型钢支持定制 2025-10-30
- #精密钢管#欢迎来电询价 2025-10-30
- 精密光亮无缝管行内优选 2025-10-30
- 铝方通品质经得起考验 2025-10-30
- 无缝管-无缝管欢迎选购 2025-10-30
- 卡箍多年生产经验 2025-10-30
- 2025专业定制#板公司#欢迎咨询 2025-10-30
- 供应铝方通的当地厂家 2025-10-30
- 发货速度快的精密钢管供货商 2025-10-30
- NM450耐磨板可加工设计 2025-10-30
- 防伪客户至上 2025-10-30
- 卖不锈钢板的批发商 2025-10-30
产品




联系方式
