公司新闻
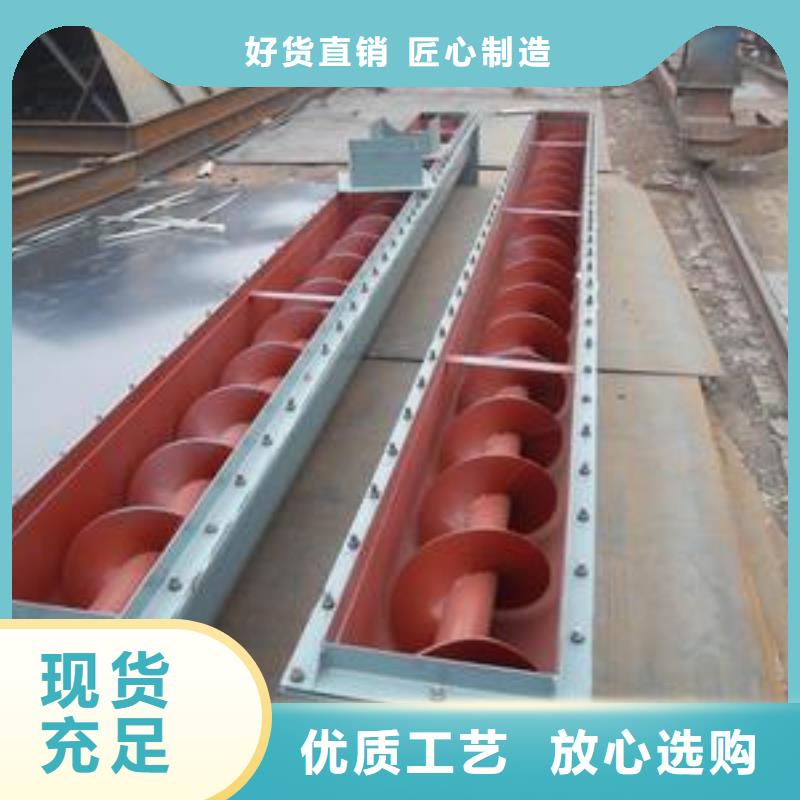
双轴螺旋输送机价格批发市场
更新时间: 2025-10-31 03:43:41 ip归属地:大理,天气:多云转小雨,温度:12-22 浏览:1次
以下是:云南省大理市双轴螺旋输送机价格批发市场的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议/台 |
| 发货期限 | 5天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 是否厂家 | 是 |
| 产品品牌 | 衡泰 |
| 产品规格 | 齐全 |
| 发货城市 | 沧州 |
| 产品产地 | 沧州 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 质保时间 | 1年 |
| 适用领域 | 广泛 |
| 品牌 | 衡泰 |
| 管型426 | 219 |
| 不锈钢 | 200 |
| 无轴 | 300 |
| 双轴 | 500 |
| 范围 | 双轴螺旋输送机价格批发市场供应范围覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 祥云县、宾川县、弥渡县、永平县、洱源县、剑川县、鹤庆县等区域。 |
【衡泰】为您提供洱源震动给料机、宾川震动给料机、普洱斗式机、丽江震动给料机、红河斗式机、临沧粉尘加湿搅拌机等多元产品与服务。双轴螺旋输送机价格批发市场,衡泰重工机械制造(大理市分公司)为您提供双轴螺旋输送机价格批发市场,联系人:刘女士,电话:【13731735184】、【13731735184】。 云南省,大理白族自治州 大理白族自治州,云南省辖民族自治州,地处云南省中部偏西,介于东经98°52′~101°03′,北纬24°41′~26°42′之间,属于低纬高原季风气候,干湿季节分明,大部分地区夏无酷暑,冬无严寒,总面积29459平方千米。截至2022年末,大理白族自治州常住人口为330.5万人。截至2023年3月,大理白族自治州辖1个县级市、11个县,110个乡镇,自治州人民政府驻大理市下关。
无需繁琐的文字描述,观看我们的视频,让双轴螺旋输送机价格批发市场产品一览无余!
以下是:云南大理双轴螺旋输送机价格批发市场的图文介绍

云南大理确定螺旋输送机设备参数的核心逻辑是:以 “物料特性 + 输送需求” 为输入,按 “先定核心参数(直径 / 螺距 / 转速)→ 算功率→ 修正验证” 的步骤推导,所有参数均围绕 “输送能力达标、设备稳定” 展开,具体可落地方法如下:一、步:明确 3 个核心输入条件(参数确定的前提)所有参数均基于以下需求推导,需先精准明确:物料关键特性:形态(粉 / 粒 / 块 / 粘性)、堆积密度 γ(t/m3)、粒度(粒径≤50mm)、流动性 / 粘性 / 磨琢性(参考之前填充系数相关内容)输送核心需求:额定输送量 Q(t/h,需预留 10%~20% 冗余)、输送方向(水平 / 倾斜 / 垂直)、输送距离 L(m)、倾斜角度 θ(°,≤45°)工况限制条件:车间空间尺寸(决定设备直径 / 长度)、环保要求(封闭 / 敞开)、电源规格(电压 / 频率,影响电机选型)二、第二步:确定核心设备参数(按优先级排序)1. 螺旋叶片直径 D(m)—— 决定输送能力上限核心依据:额定输送量 Q、物料粒径(粒径≤D/5~D/6,避免卡滞)计算方法(结合填充系数 φ、螺距 S、转速 n):由输送量公式反推:D = √[Q / (47.1 × S × n × φ × γ × C × K)](K 为倾斜修正系数,水平 K=1,倾斜按 θ 取值:10°=0.9、20°=0.8、30°=0.7、40°=0.6)常见规格参考(直接匹配输送量,水平输送、粉状 / 粒状物料):D=100mm(0.1m):Q=1~3t/hD=200mm(0.2m):Q=5~15t/hD=300mm(0.3m):Q=10~30t/hD=400mm(0.4m):Q=20~50t/hD=500mm(0.5m):Q=40~80t/h2. 螺距 S(m)—— 匹配直径与物料流动性常规匹配原则:S≈D(实体叶片,适用于大部分粉状 / 粒状物料)特殊调整:流动性好的粉状物料(如水泥粉):S=0.8D~D,避免物料离心滑动粒状 / 小块状物料(如粮食、煤块):S=D~1.2D,输送效率粘性 / 易结块物料(如酒糟):S=0.6D~0.8D,减少物料粘连堆积3. 螺旋转速 n(r/min)—— 平衡效率与物料保护转速上限公式:n_max = 120 / D(避免物料离心力过大脱离叶片)按物料类型取值:粉状物料(流动性好):n=30~60r/min(靠近上限,效率)粒状 / 易破碎物料(如糖果、坚果):n=10~30r/min(低转速防破碎)粘性 / 块状物料(如污泥、矿石块):n=15~40r/min(中低转速防堵塞)4. 电机功率 P(kW)—— 克服阻力,保障运行核心影响因素:输送距离 L、物料阻力(磨琢性 / 粘性)、填充系数 φ、输送量 Q简化计算公式(水平输送):P = (Q × L × K1) / (367 × η) + K2K1:物料阻力系数(粉状 = 1.0~1.2、粒状 = 1.2~1.5、磨琢性 = 1.5~2.0、粘性 = 2.0~3.0)η:传动效率(直联 = 0.95、皮带传动 = 0.85~0.9)K2:空载功率(D=100~200mm 取 0.5~1.5kW,D=300~500mm 取 1.5~3.0kW)倾斜输送修正:P 斜 = P × (1 + sinθ)(θ 为倾斜角度,sin30°=0.5,即功率增加 50%)功率冗余:终选型功率 = 计算值 ×1.2~1.3(避免过载,尤其磨琢性 / 长距离输送)三、第三步:确定辅助参数(保障适配性与性)机壳类型:粉状 / 易扬尘 / 高卫生物料→管型全封闭;粘性 / 易清理物料→U 型敞开式(带防尘罩)叶片类型:粉状 / 粒状→实体叶片;粘性 / 易结块→桨叶式叶片;小块状→带式 / 窄带叶片材质:普通物料→Q235 碳钢;食品 / 潮湿→304 不锈钢;强腐蚀→316L 不锈钢;高磨琢→NM 系列耐磨钢密封件:普通工况→橡胶;腐蚀工况→PTFE;高温工况→石墨填料中间支撑:输送距离 L>30m 时,每 10~15m 加 1 个中间支撑轴承(减少轴体挠度)四、第四步:验证与修正(避免理论与实际偏差)参数验算:将确定的 D、S、n、φ 代入输送量公式,验证是否满足 Q 需求(误差≤±5%)试运调整:试运时观察电机电流(应在额定值的 80%~90%),电流过高→降低填充系数(减少进料)或降低转速输送量不足→在转速上限内提高 n,或增大螺距 S(不超过 1.2D)出现堵塞 / 异响→检查叶片与机壳间隙(应≥物料粒径 + 5mm),或降低填充系数五、关键避坑原则不盲目增大转速:超过 n_max 会导致物料滑动,输送效率不升反降,还会加剧磨损不忽视粒度匹配:物料粒径超过 D/5 时,必须加大直径或选择带式叶片,否则易卡滞不低估功率冗余:磨琢性、长距离、倾斜输送时,功率冗余需取 1.3 倍(避免过载烧毁电机)不脱离空间限制:车间高度 / 宽度有限时,优先调整直径和安装角度,而非强行选择大直径设备


云南大理螺旋输送机叶片与机壳间隙调整过程中,如何保证同轴度?保证同轴度的核心是:以螺旋轴两端轴承座为基准,通过“基准校准→精准测量→对称调整→反复复核”的流程,控制轴的径向跳动和机壳同心度。### 一、先明确同轴度合格标准- 螺旋轴径向跳动≤0.3mm/m(每米长度允许偏差不超过0.3mm)。- 螺旋轴与机壳的同心度偏差≤2mm,确保叶片四周与机壳间隙均匀(差值≤2mm)。- 轴承座安装面水平度≤0.2mm/m,避免底座倾斜导致轴偏移。### 二、核心控制步骤(按顺序执行)#### 1. 基准定位:固定轴承座安装基准- 清理轴承座与底座的接触面,去除油污、杂物和锈蚀,保证贴合平整(无缝隙)。- 用水平仪校准轴承座安装面,通过加垫片调整,使两端轴承座的水平度一致(偏差≤0.2mm/m)。- 确保两端轴承座的中心连线与机壳中心line重合,可通过拉线法辅助定位(在机壳两端拉一条细线,对准机壳内壁中点,调整轴承座使轴中心与细线对齐)。#### 2. 精准测量:实时监测同轴度偏差- 用百分表测量:将百分表吸附在机壳固定部位,探针垂直接触螺旋轴表面(靠近轴承座处和轴中段各设1个测量点)。- 手动缓慢转动螺旋轴(每转90°记录1次数值),全程记录百分表的与小读数,差值即为径向跳动值。- 长距离输送机(>5m)需分段测量,每2-3m增设1个测量点,避免中段轴体偏移未被发现。#### 3. 对称调整:避免单侧受力导致偏移- 调整轴承座时,必须按“对称、分步”原则操作:松开轴承座螺栓后,在底座或侧面加/减垫片时,两侧垫片厚度需一致(偏差≤0.1mm)。- 若百分表显示轴偏向左侧,需在轴承座左侧加垫片或右侧减垫片,调整量为径向跳动偏差的1/2,避免过度调整。- 调整过程中,同步用塞尺检查叶片与机壳的间隙,确保间隙均匀性与同轴度同步达标。#### 4. 反复复核:锁定合格状态- 每调整1次轴承座,需手动转动螺旋轴,复测百分表数值,直至径向跳动≤0.3mm/m。- 紧固轴承座螺栓时,按对角线顺序分步拧紧(每步拧至半紧,全部半紧后再逐次拧紧),避免单侧紧固导致轴移位。- 螺栓锁紧后,再次转动轴体复测,确认同轴度无变化,再进行后续间隙微调。### 三、关键辅助措施- 工具校准:调整前检查百分表(确保精度≤0.01mm)、水平仪(精度≤0.02mm/m),避免工具误差影响测量。- 排除部件变形:若轴体本身弯曲(径向跳动超标且无法通过轴承座调整修正),需先校直或更换螺旋轴。- 机壳同步校准:调整轴的同时,用水平仪校验机壳水平度(≤0.5mm/m),机壳变形会间接影响同轴度,需同步校正。要不要我帮你整理一份**同轴度校准操作记录表**,明确测量点、标准值、实测值和调整措施,方便现场记录和追溯?



衡泰重工机械制造(大理市分公司)领导秉承做百年企业,树百年品牌的远大理想,确立了“诚信、求实、制高”的企业宗旨,对 埋刮板输送机产品进行了长期深入的研究与开发,以先进的技术,为广大客户提供满意的服务。
我们坚信凭借技术优势,丰富的工程经验、以及服务大众的坚定决心,定能在 埋刮板输送机专业领域做出了令人瞩目的成绩!


云南大理螺旋输送机叶片与机壳间隙调整的核心方法的是:针对“轴偏移、机壳变形、叶片问题”三类核心偏差,采用“垫片调整、机壳校正、叶片修复”三类精准方法,全程同步保证同轴度和间隙均匀性。### 一、针对螺旋轴偏移(常见):垫片调整法这是调整同轴度和间隙的核心方法,通过增减轴承座垫片修正轴的位置。- 操作步骤:松开两端轴承座固定螺栓,根据百分表测出的径向跳动方向和塞尺的间隙数据,在轴承座底部或侧面加/减对应厚度的垫片(垫片厚度=间隙偏差值/2,需保证两侧对称)。- 关键要点:垫片需选用厚度均匀的钢垫片(误差≤0.1mm),每次调整后手动转动螺旋轴,用百分表复测同轴度、塞尺查间隙,反复微调至达标。- 适用场景:螺旋轴同轴度偏差、叶片四周间隙不均(无部件变形)。### 二、针对机壳变形/倾斜:机壳校正法机壳同心度偏差会直接导致间隙异常,需同步校正机壳位置和形状。- 1. 机壳倾斜调整:用水平仪测出机壳倾斜方向,松开机壳与底座的连接螺栓,在偏移侧的底座处加垫片,调整机壳水平度(≤0.5mm/m),使机壳中心与螺旋轴中心对齐。- 2. 机壳局部变形校正:用千斤顶垫木块(避免损伤机壳),轻轻顶压机壳凸起部位,同时用塞尺实时监测对应位置的间隙,直至机壳内壁平整,间隙恢复均匀。- 适用场景:机壳安装倾斜、运输或使用中出现局部变形。### 三、针对叶片变形/磨损:叶片修复法叶片自身偏差会导致间隙假象,需先修复或更换叶片再调整整体间隙。- 1. 轻微变形校正:用扳手缓慢校正叶片边缘,确保叶片与螺旋轴垂直、边缘平整,校正时避免用力过猛导致叶片断裂。- 2. 严重磨损/变形更换:拆除损坏叶片,安装新叶片时保证叶片间距均匀、与轴垂直度达标,更换后重新按“垫片调整法”校准同轴度和间隙。- 适用场景:叶片弯曲、边缘磨损不均导致局部间隙过大或过小。### 四、长距离输送机专属:分段调整法针对长度>5m的设备,需分段控制偏差,避免整体偏移。- 操作步骤:每2-3m设一个测量点,用拉线法(两端拉细线对准机壳中点)辅助定位,先调整两端轴承座基准,再逐段测量中段轴体的同轴度和间隙,通过局部加垫片或校正机壳的方式修正偏差。- 关键要点:分段调整时需保持相邻段的偏差一致,避免出现“局部达标、整体偏移”的情况。### 五、辅助调整:轴承座移位法当垫片调整无法满足精度时,通过微调轴承座位置进一步修正。- 操作步骤:松开轴承座的横向固定螺栓,用顶丝或撬棍轻轻推动轴承座(力度均匀),同时用百分表监测螺旋轴径向跳动,直至同轴度达标,再按对角线顺序拧紧螺栓。- 关键要点:移位后需再次检查轴承座水平度,避免移位导致新的偏差。要不要我帮你整理一份**不同偏差类型的调整方法对照表**,明确每种方法的操作工具、步骤、合格标准,方便现场快速匹配使用?



在云南省大理市本地采买双轴螺旋输送机价格批发市场到衡泰重工机械制造(大理市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:刘女士-【13731735184】。
其他新闻
- 永平不锈钢复合管隔离护栏 2025-10-31
- 不锈钢复合管护栏设计 2025-10-31
- 宾川县桥梁防撞护栏杆 2025-10-31
- 永平县不锈钢复合管护栏规格齐全 2025-10-31
- 洱源高铁不锈钢护栏 2025-10-31
- 大小型发电机出租优选供货商 2025-10-31
- 不锈钢立柱生产电话 2025-10-31
- 不锈钢复合管生产地址 2025-10-31
- 不锈钢复合管护栏设计生产安装一条龙服务 2025-10-31
- 35#精密钢管加工 2025-10-31
- 304不锈钢扁钢价格 2025-10-31
- 无砂管内径200生产厂家 2025-10-31
- 二手空调回收价格公道 2025-10-31
- 重庆到物流返程货车调配公司长短途2025(省市县+乡镇-闪+送) 2025-10-31
- 工厂设备回收价格公道 2025-10-31
产品









联系方式
