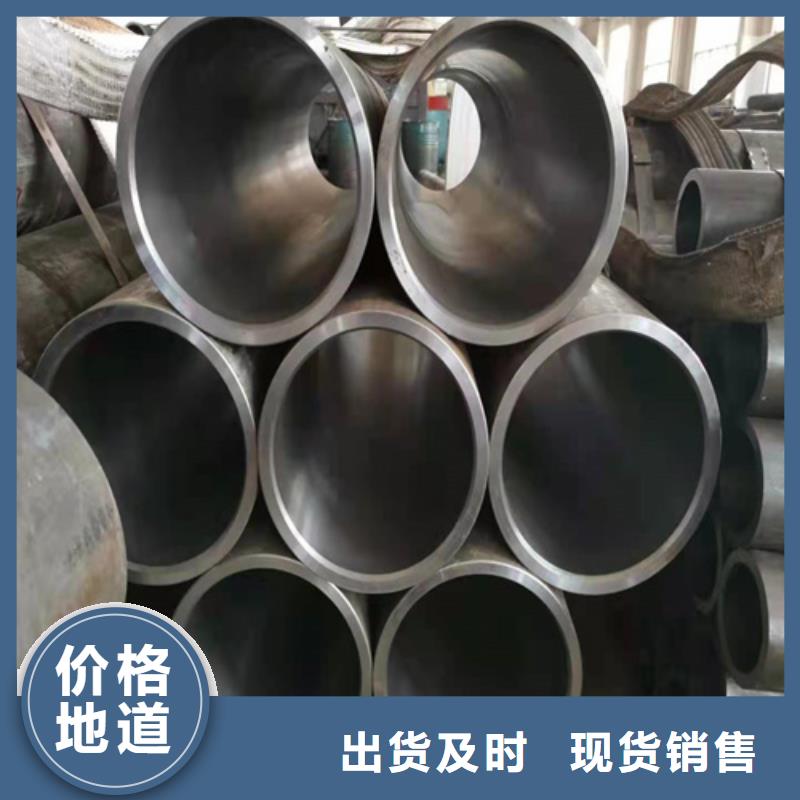
大口径研磨管工艺
| 产品参数 | |
|---|---|
| 产品价格 | 6500/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 小起订 | 0.1吨 |
| 质量等级 | |
| 是否厂家 | 是 |
| 产品材质 | 20#无缝钢管 |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 油缸机械加工 |
| 是否进口 | 否 |
| 范围 | 大口径研磨管工艺供应范围覆盖山东省、枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 东港区、岚山区、五莲县、莒县等区域。 |
珩磨管的实用性如何。珩磨管的工作其实说简单点就是为了减少工件的表面粗糙程度,但是很多人并不知道珩磨管到底是怎样工作的,下面我们就简单的来了解一下珩磨管是怎样工作的吧。在珩磨管工作的时候,会有一个砂条。砂条上会放上很多磨粒,如果给这些磨粒够多的压力,那么珩磨管就会以相应的速度,然后对工件的表面进行摩擦。这样的挤压和挂侧就可以细细的减少工件的表面粗糙程度。还有就是在砂条运转和上下运动的时候,那些磨粒会在表面形成相应运动轨迹。珩磨管的切速是比较低的,这样就能够大大增加珩磨的效率。除掉珩磨管麻点的解决方法除掉珩磨管麻点的解决方法。1、换辊时,先检查轧辊,不使用严重锈蚀的轧辊,及时替换磨损的轧辊或孔型。2、改进轧辊材质,保持轧槽冷却良好,采用工艺润滑剂以提强化轧槽抗磨性能。3、控制坯料加热操作,使炉内保持正压并减少氧化性气体。对某些易氧化且氧化铁皮不易脱落的合金钢,应在钢坯表面加盖铁皮,保护加热。4、在粗轧机前用高压水、压缩空气或铁刷子除掉表面的氧化铁皮。


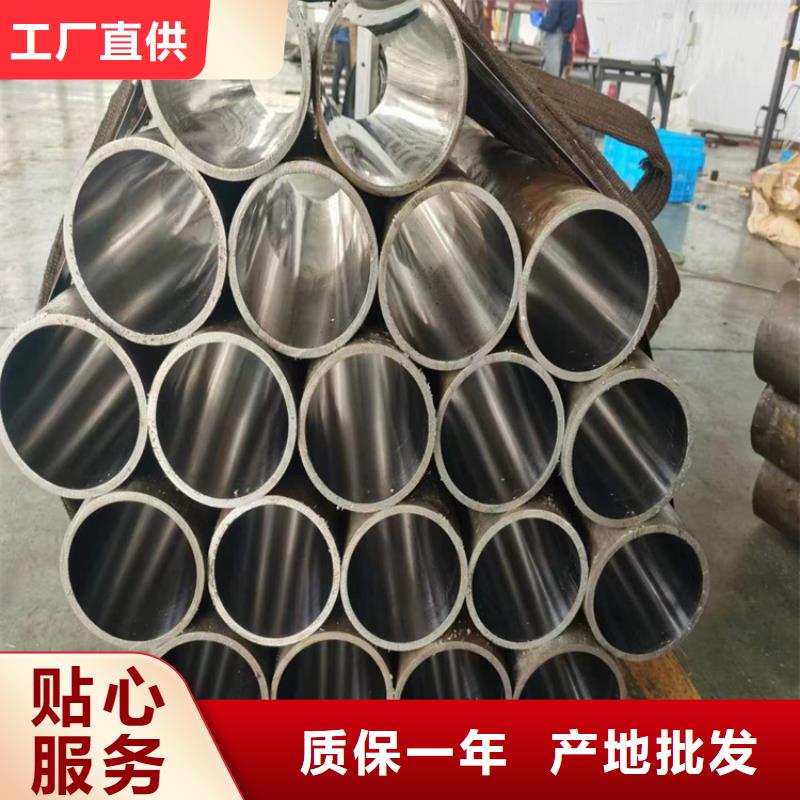
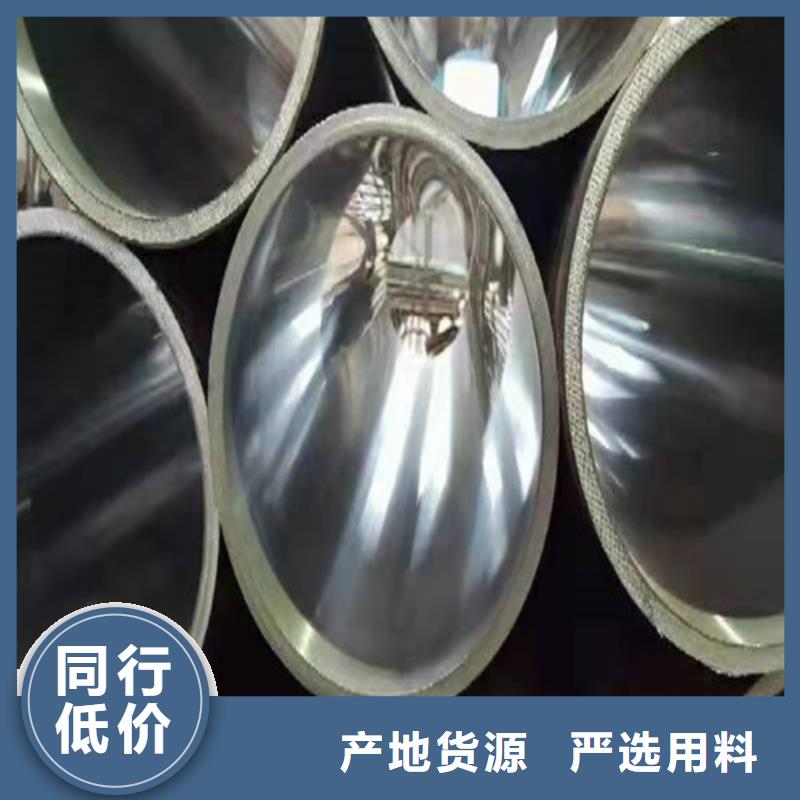
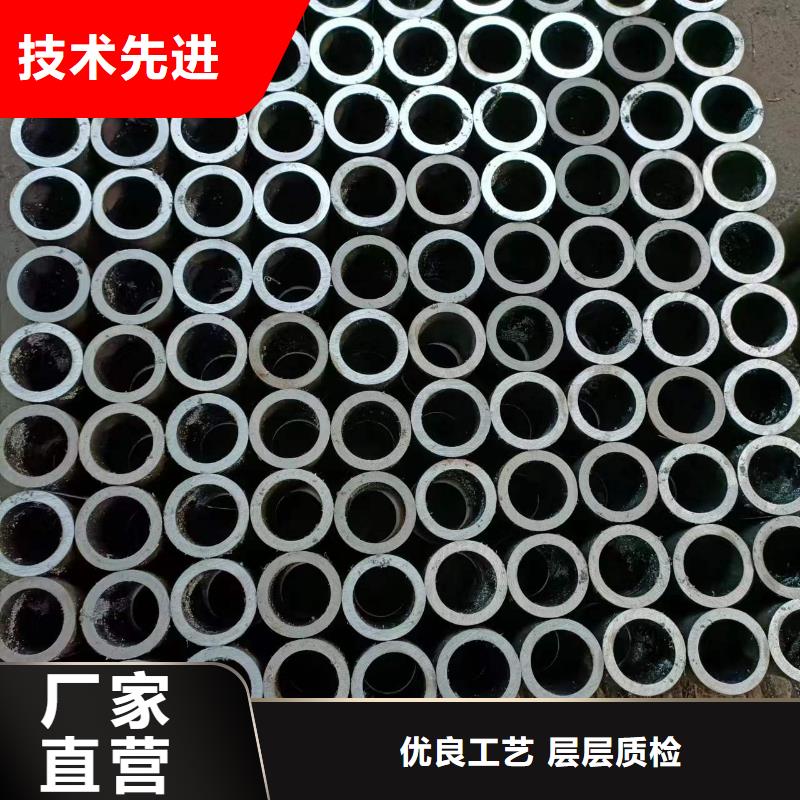
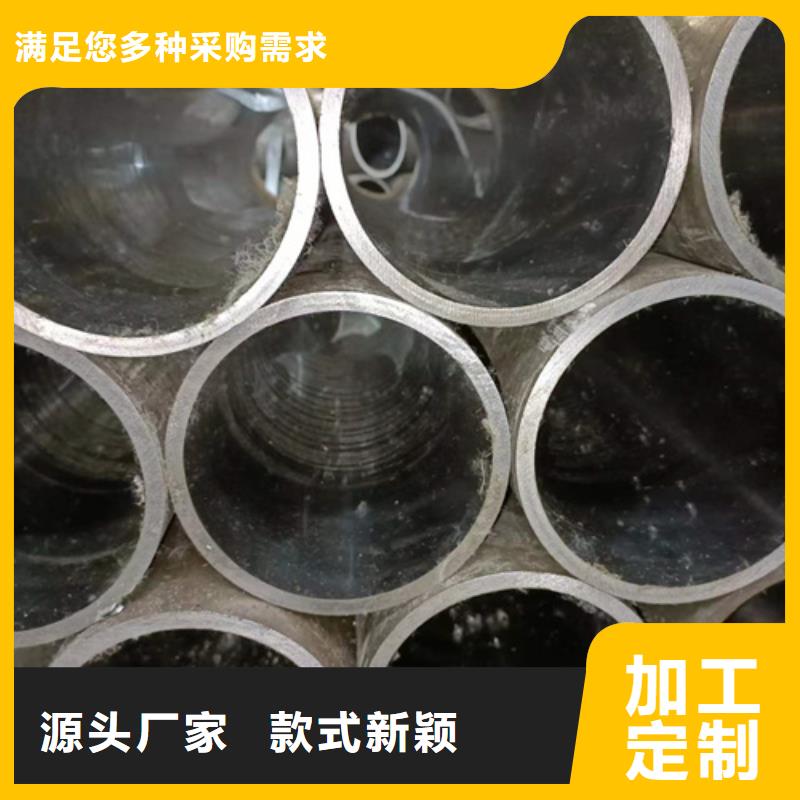
珩磨管加工特点一、加工精度高一些中小型的通孔,其圆柱度可达0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔,圆度也可达0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之外,会产生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面与轴线的垂直度。二、表面质量好表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。
<日照>九冶管业有限公司 山东日照大口径研磨管工艺 <日照>九冶管业有限公司直径50mm以上的一般应采用机械加工方法切割。如用气割,则要用机械加工方法车去因气割形成的组织变化部分,同时可车出焊接坡口。除回油管外,压力由管道不允许用滚轮式挤压切割器切割,切割表面要平整,去掉珩磨管上的毛刺、氧化皮、熔渣等。其所用的焊条、焊剂应与所焊管材相匹配,其牌号要有明确的依据资料,有产品合格证,且在使用期内。焊条、焊剂在使用前应按其产品说明书规定烘干,并在使用过程中保持干燥,在当天用。焊条药皮应无脱落和裂纹。珩磨加工后表面好,利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,从而增加了产品的使用寿命;加工范围较广,主要加工各圆柱形孔,用珩磨头,还可加工圆锥孔、椭圆孔等。
- 手动型档案密集架专业供货商 2025-10-30
- 气缸缸筒 2025-10-30
- 硅胶垫的正确使用方法现货供应-可定制 2025-10-30
- 防辐射子母门市场价 2025-10-30
- 有现货的移动钢板密集架供货商 2025-10-30
- 防伪合同纸检验报告印刷厂家 2025-10-30
- 硅pu篮球场设计价格 2025-10-30
- 行情:满洲里液体醋酸钠 2025-10-30
- 五莲小型二次构造浇筑泵欢迎来电 2025-10-30
- 16Mn珩磨管 2025-10-30
- 护栏复合管桥梁护栏质量牢靠 2025-10-30
- 球墨铸铁球墨铸铁管追求品质 2025-10-30
- 设备环保喷漆房畅销当地 2025-10-30
- 筛选机_粮食脱皮机支持非标定制 2025-10-30
- 高空车出租-高空车租赁口碑好实力强 2025-10-30
产品





联系方式
