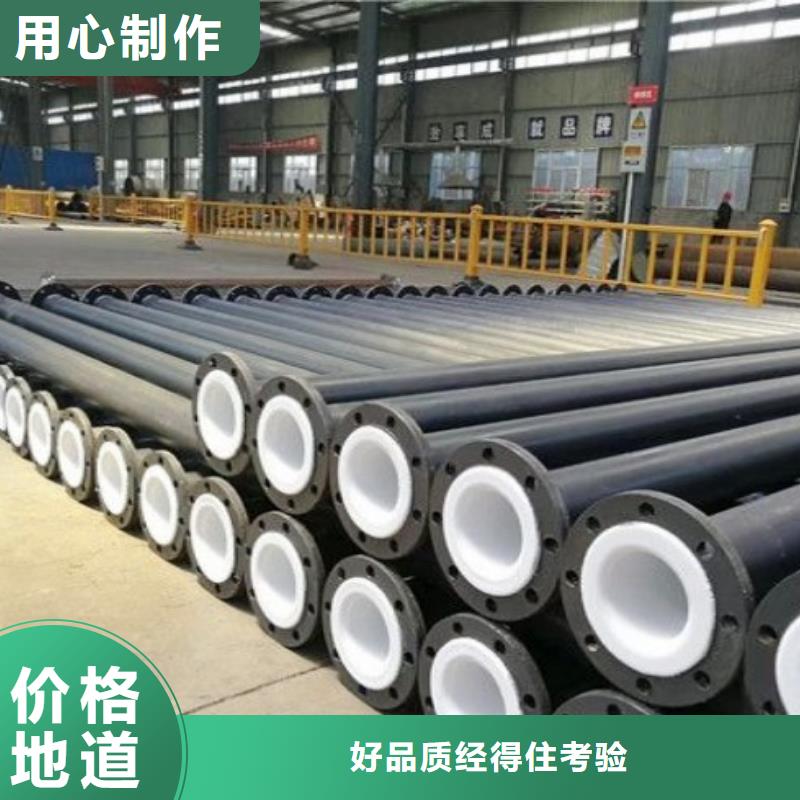
【防腐衬塑管道-衬塑管道管件种类齐全】
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |
| 范围 | 【防腐衬塑管道-衬塑管道管件】供应范围覆盖河南省、郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市 浉河区、平桥区、罗山县、光山县、新县、商城县、固始县、潢川县、淮滨县、息县等区域。 |
在多年的 衬胶管道生产经营实践中,我们公司逐渐形成了“诚信为本、关注用户、促进双赢”的经营理念。在这一理念的指导下,我们把“为用户提供优质 衬胶管道产品与服务,不断提高用户满意度”做为公司的追求目标,为了接近和实现这一目标,纵横机械制造(信阳市分公司)上下倾注了全部心血和精力,积j i在提高 衬胶管道生产技术, 衬胶管道产品档次,改善 衬胶管道产品质量,降低 衬胶管道产品成本等方面,进行着不懈的努力,收到了良好的成果。


碳钢衬塑复合管的表面制作对焊接的要求
1.在外部钢管的转角和接管部位是焊接难度高的,此部位要应尽量保证焊接要求。保证焊缝达到饱满状态,并将其细致打磨成钝角,形成圆弧过渡,焊接部位不得有毛刺和棱角现象。
2.在角焊缝的圆角部位,焊角部位,其焊角高度应大于5mm,一般凸出角应大于或等于3mm,内角应大于或等于10mm.
3.在清理组对卡具时,严禁损伤基体母材。施焊过程中严禁在基体母材上引弧。
4.在对复合管道的壳体进行焊接时,好采用双面对焊的焊接方法。这就要求我们工人的技术水平,焊缝要平整(磨平或圆滑过渡)、无气孔、焊廇和夹渣现象,且焊缝的高度不得大于2mm。在焊接完成后,还要彻底焊接带来的飞溅物。
5.钢管在焊接的时候必须采用连续焊,且焊缝不得出现裂缝或连续咬边的情况,咬肉深度不能超过0.5mm。
碳钢衬塑复合管在生产时要注意哪些事项:
一、不得有铁锈、木块、纸屑等有害杂质,必要时需过筛。
二、管道长度在500mm以上的需在衬塑防腐设备滚动辊上衬塑,到温度达到衬塑温度即可加料。
三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。
四、衬塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。
五、衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。
六、停转时,卸下密封面工装后次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。
七、衬塑防腐设备的法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。






防腐衬塑管道厂家
衬塑钢管管件的钢与内层塑料之间结合强度不应小于1.5MPa。其各项性能均应满足《钢塑复合管》(GB/T28897-2012)的要求。
循环水管道应用领域:
1、化工行业:酸、碱、盐的制造业、化肥、化学、橡胶塑料等行业输送腐蚀性气体、 液体、固体粉末的工艺管及排放管。
2、电力工程:工艺用水回水输送、化水、废渣、粉煤灰输送。
3、冶炼行业:金属冶炼中腐蚀介质的输送。
4、矿山行业:矿粉、矿浆、矿渣、尾矿排放,回填、通风、抽放和喷浆等。
5、制药行业:输送各种腐蚀性介质、污水、废水。
6、油田气田:含油污水,气田污水,油气混合物,采油及集输工艺管道。



化工防腐衬塑管道安装工程质量控制
化工厂防腐衬塑管道安装工程,如何进行质量控制呢?
如果把化工厂比喻成一个人的话:设备必然是“心脏部位”;输送原料、水、气、成品等的工艺管道就是“动脉血管”, 在生产流程中有着至关重要的地位。所以,在工程建设开始,就要对工艺管道钢衬塑管道安装的质量进行严格控制,如果质量,将会大大影响以后的正常生产;作为化工施工单位,控制好工艺管道安装质量,是安装企业生存的关键,也是以后生产单位能够“生产”的保证。对工艺管道施工质量的控制,要从施工准备开始到吹洗、气密试验结束全过程进行控制,我们可以将工程分为以下三个阶段:
准备阶段要了解本项目工艺施工的特点,确定施工难点和容易出现质量问题的主要部位,一般应从以下几个方面着手:
1、组织机构:
建立质量保证体系、组织机构和质量管理制度,明确各管理部门的质量职责,落实责任人;且项目部人员一但确定,工程竣工前非万不得以,不得应该随意更换。
2、技术方面:
要仔细熟悉施工图纸,从流程图中了解所施工装置每台设备的主要作用,结合管道特性一览表,熟悉设备之间连接的各条工艺管线的介质、压力、材质、温度等,对高温、高压、特殊材质、特殊介质的管线,由此明确质量控制的主要内容,编制出本项目工艺管道施工的质量控制主要目标;在审查施工方案时,对质量标准、主要项目的施工方法,质量保证措施应提出明确合理的要求。
3、人员培训:
针对本项目的管道设计材质,编制焊接工艺规程,作出合格的符合规范要求的焊接工艺评定,对焊工进行相关培训,取得相应项目的焊接资质。
4、材料采购:
根据备料计划要求的材质、规格型号、标准,应选择有加工制造能力并有制造资质的合格材料供应商。材料验收时必须符合相关要求;质量证明书应是原件,内容应与实物相符并且数据真实符合标准要求;阀门到现场还必须入行水压试验,所有合金钢管道、管件、阀门等必须对化学成分入行复验(作光谱分析);高压管道、管件、阀门必须进行复验。
5、焊接材料验收:
外观包装不应有破损受潮现象,包装上的标记(型号、牌号、规格、生产日期、生产批号)与所附质量证明文件应一致,如果不一致,必须进行复检合格。
安装过程
施工前工程技术人员必须对施工人员进行技术交底,交底内容主要是施工方法,质量保证措施,质量标准等内容;为保证预制质量,可以避免天气、环境对施工的影响,比较有利于施工质量的控制。
- 冷冻式干燥机空压机维修专业信赖厂家 2025-10-17
- 排水盲管沥青麻绳注重细节 2025-10-17
- 【护栏】-热镀锌立柱物美价优 2025-10-17
- 铅衣_铅门货到付款 2025-10-17
- 防撞护栏不锈钢桥梁护栏厂家品质优选 2025-10-17
- 桥梁防撞护栏灯光护栏精工细作品质优良 2025-10-17
- 【数控等离子切割机】金属光纤激光切割机原厂制造 2025-10-17
- 宝钢冷轧卷SPFC390定制价格 2025-10-17
- 水处理衬塑管道【衬塑钢管】用心做好每一件产品 2025-10-17
- 果壳活性炭_聚合氯化铝精品优选 2025-10-17
- 云梯车租赁值得信赖 2025-10-17
- 井壁管内径500生产厂家 2025-10-17
- 井壁管现货直发外径500 2025-10-17
- 密集柜-电动智能型密集柜厂家采购 2025-10-17
- 高空作业车租赁细节决定成败 2025-10-17
产品












联系方式
