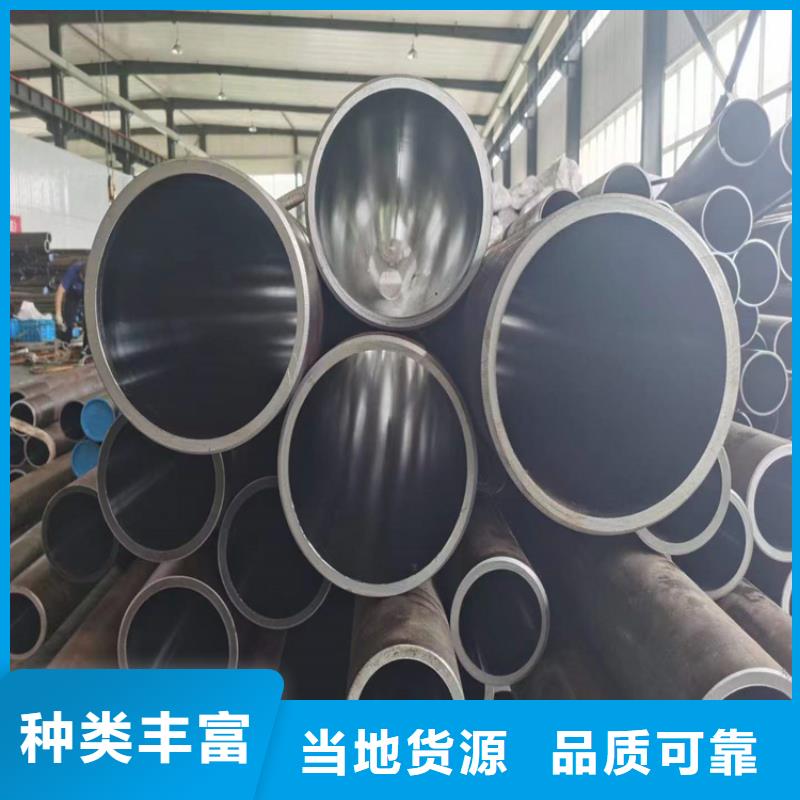
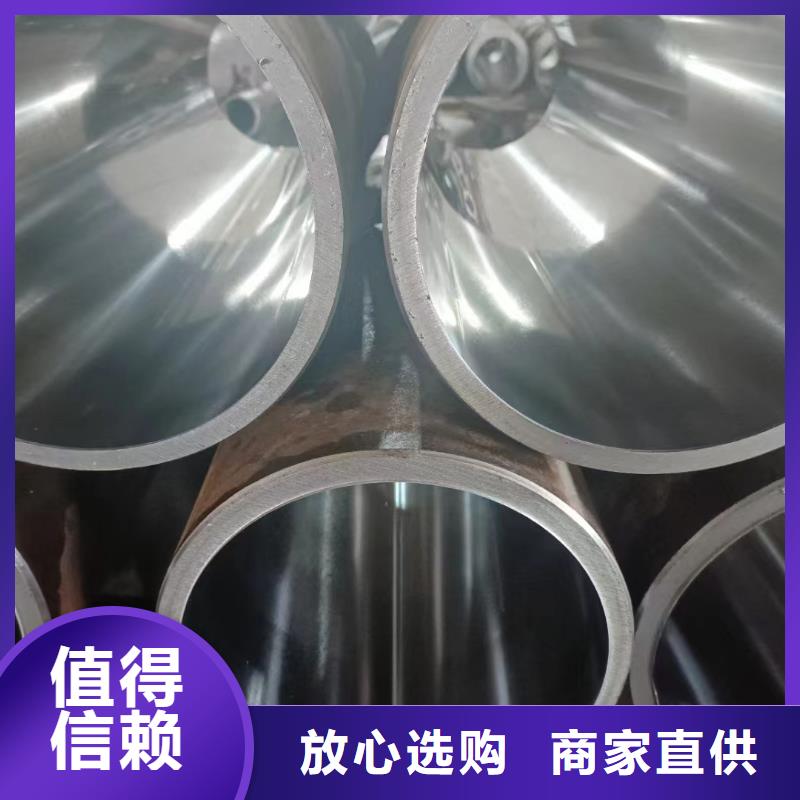
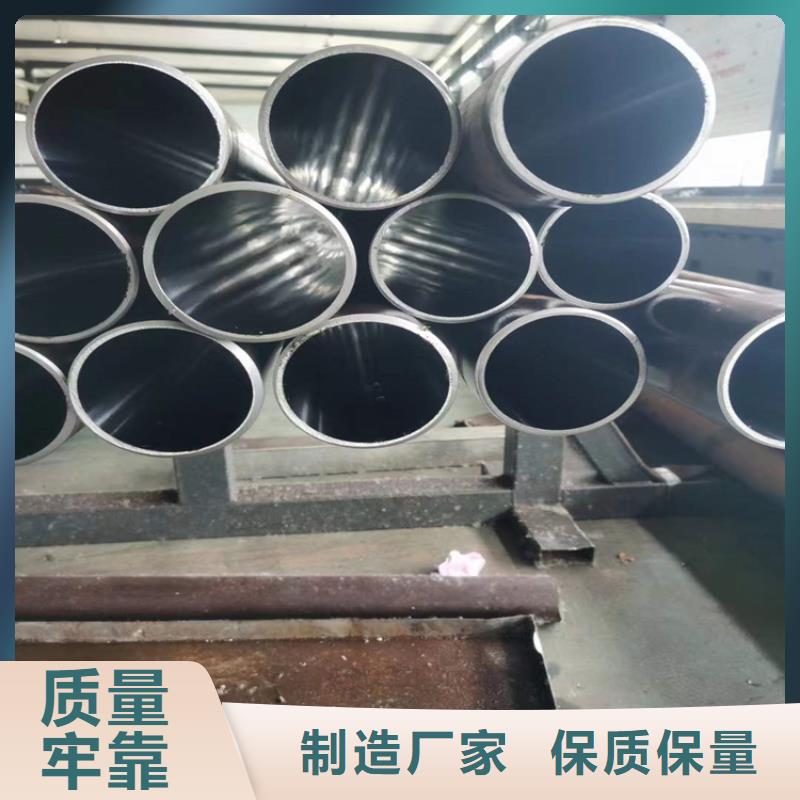
20#油缸管
| 产品参数 | |
|---|---|
| 产品价格 | 5000/吨 |
| 发货期限 | 24小时 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 小起订 | 1公斤 |
| 质量等级 | |
| 是否厂家 | 是 |
| 产品材质 | 20#/45#/16Mn |
| 产品品牌 | 九冶 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 有色金属 |
| 质保时间 | 1个月 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工/液压 |
| 是否进口 | 否 |
| 质量认证 | |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |
| 范围 | 20#油缸管供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 安次区、广阳区、固安县、永清县、香河县、大城县、文安县、霸州市、三河市等区域。 |


廊坊珩磨管油缸管绗磨管滚压管加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。
廊坊珩磨管油缸管绗磨管 冷拔油缸管的特性:
1.较小的外径。
2.精度高,可做小批量生产
3.冷拔产品精度高,表面质量好。
4.钢管的横截面积比较复杂。
5.钢管性能较好,金属致密。
冷拔油缸管由于表层存在残余压应力,有利于封闭表面微裂纹,阻碍冲蚀扩展。因此,可以提高绗缝管的表面耐蚀性,延缓疲劳裂纹的产生或扩展,从而提高绗缝管的疲劳强度。通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后,表面粗糙度的降低可以改善匹配性能。轧制是一种无屑加工,它利用金属在室温下的塑性变形,使工件表面的微小不平整度变平,从而改变工件的表面结构、力学性能、形状和尺寸。因此,这种方法可以同时达到精加工和强化两个目的,这是磨削所不能达到的。无论采用何种加工方法,零件表面都会出现微小的不均匀的刀痕,并且会出现错峰错谷。滚压加工原理:利用金属在室温下的冷塑性特点,通过滚压工具对工件表面施加一定的压力,使工件表面的金属产生塑性流动,填充原有的残余槽,降低了工件的表面粗糙度。由于轧制表面金属的塑性变形,表面组织冷硬化,晶粒变细,形成致密的纤维状,形成残余应力层。提高了硬度和强度,从而提高了工件表面的耐磨性、耐腐蚀性和相容性。轧制是一种无切削的塑性加工方法。滚压管

廊坊珩磨管油缸管绗磨管管路漏油原因编辑 播报
液压系统管路漏油原因探讨及对策
液压系统中使用的管路种类很多,根据液压系统的工作压力及安装位置的不同,选用的有钢管、紫铜管、橡胶管、尼龙管和塑料管等。这些管路一旦损坏漏油,轻则污染环境、影响系统功能的正常发挥,重则危及。本文分析归纳了造成液压管路漏油的原因及采取的相应对策。]1 漏油的原因分析b] 1.1 管路质量差
在维修或更换液压管路时,如果在液压系统中安装了劣质的管路,由于其承压能力低、使用寿命短,使用时间不长就会出现漏油。硬质油管质量差的主要表现为管壁厚薄不均,使承载能力降低;劣质软管则主要是橡胶质量差、钢丝层拉力不足、编织不均,使承载能力不足,在压力油冲击下,易造成管路损坏而漏油。
1.2 管路安装不符合要求
1.2.1 管路弯曲不良滚压管

廊坊珩磨管油缸管绗磨管厚壁油缸管用柴油或煤油清洗后,涂刷润滑油后用油纸包好, 放入木箱中,存放在干燥无腐蚀的环境中。在液压缸外表面和内表面喷柴油,内层用布覆盖,涂防锈油和外涂层。放在干燥处,先用柴油清洗干净,再用黄油内外涂一层防锈剂。
如何提高绗缝管的疲劳强度通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后,表面粗糙度的降低可以改善匹配性能。轧制是一种无切屑加工,它利用金属在室温下的塑性变形来压扁工件表面的微小不平整度,从而改变表面结构、机械特性、形状和尺寸。因此,这种方法可以同时达到精整和强化两个目的,而这是磨削所不能达到的。无论采用何种加工方法,零件表面都会留下细小不均匀的刀痕,导致峰谷交错。滚压加工原理:是利用金属在室温下的冷塑性特点,用滚压工具对工件表面施加一定的压力,使工件表面的金属产生塑性流动,填充到原来残留的低凹槽中的压力精整工艺,降低了工件的表面粗糙度。由于轧制表面金属的塑性变形,表面结构冷硬化,晶粒细化,形成致密的纤维状,形成残余应力层,提高硬度和强度,从而提高工件表面的耐磨性、耐腐蚀性和相容性。轧制是一种非切削塑料加工方法。滚压管

- 2205+Q235B不锈钢复合板报价 2025-10-24
- 生铁QT600-3方钢生产商 2025-10-24
- NHR-A32-14-5K1质保4年 2025-10-24
- X射线防护铅门价格优惠 2025-10-24
- 自动翻转真石漆搅拌机实力老厂 2025-10-24
- NHR-A32-05-K1K2全国含运 2025-10-24
- 房地产精神堡垒品质过关 2025-10-24
- 大城专业糕点烘焙学校是哪家烘焙糕点技校教学水平高 2025-10-24
- 回收柠檬酸 2025-10-24
- 芜湖到香河县大件运输速度快已更新(省/市/县—派/送) 2025-10-24
- H型钢工字钢优势 2025-10-24
- 核桃壳滤料聚丙烯酰胺来图加工定制 2025-10-24
- 土工格室-长丝土工布真诚合作 2025-10-24
- 澄迈县企业精神堡垒质量保证 2025-10-24
- 精密管_T形无缝管让客户买的放心 2025-10-24
产品



联系方式
