您当前的位置:商助贸易宝 » 佛山商助贸易宝 »佛山产品 » 自动包装流水线生产厂家
自动包装流水线生产厂家
更新时间:2025-10-10 05:47:18 ip归属地:佛山,天气:多云,温度:26-34 浏览:1次


- 发布企业
- 依利达包装器材(佛山市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 0757-85395000
- 手机
- 13927785571
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:广东省佛山市自动包装流水线生产厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 广东 |
| 别称 | 生产线 |
| 范围 | 自动包装流水线供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 禅城区、南海区、顺德区、三水区、高明区等区域。 |
【依利达】为您提供三水热收缩包装机源头工厂量大优惠、顺德热收缩包装机按需设计、韶关热收缩包装机厂家直销放心、河源热收缩包装机好产品好服务等多元产品与服务。自动包装流水线生产厂家,依利达包装器材(佛山市分公司)专业从事自动包装流水线生产厂家,联系人:陆经理,电话:【0757-85395000】、【13927785571】,以下是自动包装流水线生产厂家的详细页面。 广东省,佛山市 佛山市地处中国华南地区、广东省中部、珠江三角洲腹地,中心位置位于东经113°06',北纬23°02',属南亚热带季风性湿润气候,气候温和,雨量充沛。佛山毗邻港澳、东接广州市、南邻中山市,与广州共同构成“广佛都市圈”,推进广佛同城化合作,打造国际大都市区。与中山共同构成“中佛同城”,与江门共同构建“江佛一家”。佛山是粤港澳大湾区、珠江—西江经济带、“广佛肇经济圈”“广州都市圈”重要节点城市,全国民营经济为发达的地区之一。
自动包装流水线生产厂家的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:广东佛山自动包装流水线生产厂家的图文介绍

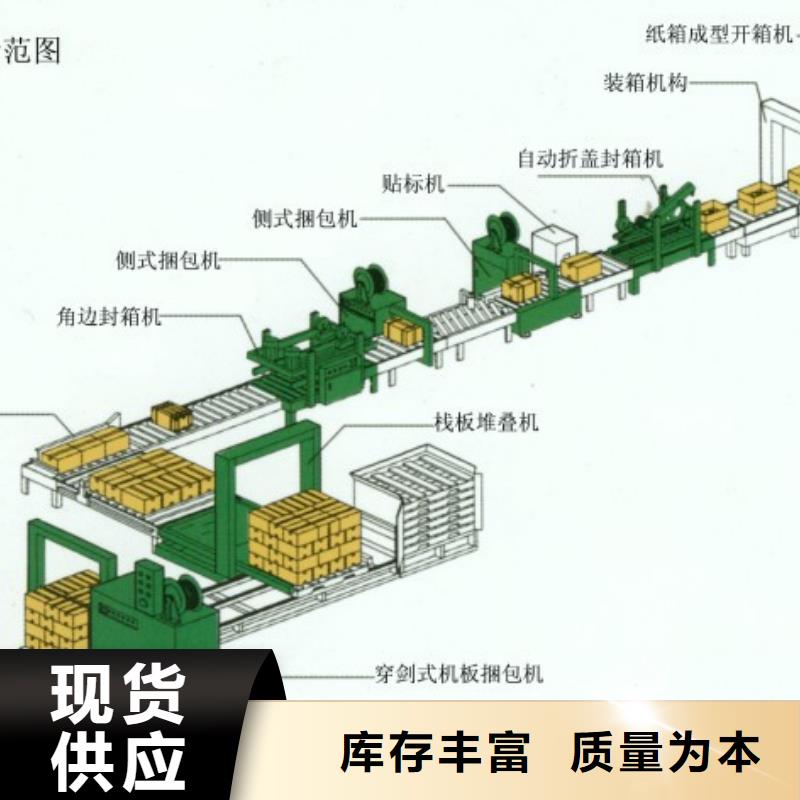
自动开箱封箱打钉打带包装流水线该自动包装流水线是集:纸箱自动开箱机→自动封箱机→自动打钉机→无人化自动“井”字型打包机为一体;应用范围广、占地面积小、性能稳定、操作简单,大大减少劳动力,提高企业生产效率,降低生产成本,为国内大型知名企业选用,可根据客户不同的包装要求进行个性化设计、制造。
全自动纸托成型包膜流水线该矿泉水包装流水线采用国际先进技术,是集自动整列上料、自动纸托成型、自动包装膜收缩为一体。结构新颖,将复杂动作简单化,包装快速,运行稳定;适合于方形、圆柱形产品包装,广泛使用于啤酒、饮料、调味品、食品、乳制品等行业。
全自动瓶类包装流水线该食用油自动包装流水线是集纸箱自动成型→自动装箱→自动封箱为一体。配套前段自动化生产线,可达到无人化包装。适用于圆瓶和扁瓶不同排列的自动装箱,一机多用、点地面积小、性能稳定、操作简单,大大减少劳动力,提高生产效率,降低生产成本,专为国内多家知名日用清洁用品、调味品企业设计。可根据客户不同的包装要求进行个性化设计、制造。


自动包装流水线节省了大量的时间和成本,在工业发达的城市,自动生产线的维修成为热点。自动生产线维修主要靠操作工与维修工来共同完成。自动包装流水线维修的两大方法: 1.同步修理法:再生产当中,如发现故障尽量不修,采取维持方法。使生产线继续生产到星期天,集中维修工,操作工,对所有问题,同时修理。设备在星期一正常全线生产。 2.分部修理法:自动包装流水线如有较大问题,修理时间较常。不能用同步修理法。这时利用星期天,集中维修工,操作工对某一部分,进行修理。待到下个星期天,对另一部分进行修理。保证自动生产线在工作时间不停产。另外,在管理中尽量采用予修的方法。在设备中安装计时器,记录设备工作时间,应用磨损规律,来予测易损件的磨损,提前更换易损件,可以把故障以前消灭。保证生产线满负荷生产。
全线有中央控制柜,人机操作界面,驱动统采用先进的变频及数据通讯控制技术,各部分讯号采用开关控制,实现了全数字化的通讯控制并由PLC实现全线自动化控制,操作、调整便捷、维修方便。



广东佛山依利达包装器材有限公司始终秉承“用户就是上帝”和“满足 热收缩包装机用户的需求就是我们的追求”的经营理念;切实以“精益求精”作为我们科技创新、持续发展的潜在动力,“您选 热收缩包装机产品就是选客户”是贵我两司业已达成的共识,我们诚恳期待并相信能与所有客户和同仁实现互利共赢,共创美好未来。


克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??


在广东省佛山市采购自动包装流水线生产厂家请认准依利达包装器材(佛山市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:陆经理-【13927785571】)。
我们的其他产品