滚丝机-点击洽谈
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 滚丝机-点击洽谈供应范围覆盖河北省 沧州市 吴桥县、运河区、沧县、青县、东光县、海兴县、盐山县、肃宁县、南皮县、献县、泊头市、任丘市、黄骅市、河间市等区域。 |
沧州吴桥禁用本着“一切以客户为中心,诚信经营,为客户提供价格实惠 禁用产品的理念”,在确定 禁用产品质量的前提下,大批量采购货物取得低成本的货物,并尽量减少货物流通的环节,从而减少成本与客户共享价值。 如阁下欲垂询或订购 禁用产品,可致电,传真或者电邮给敝司。我们将会尽快的回复。


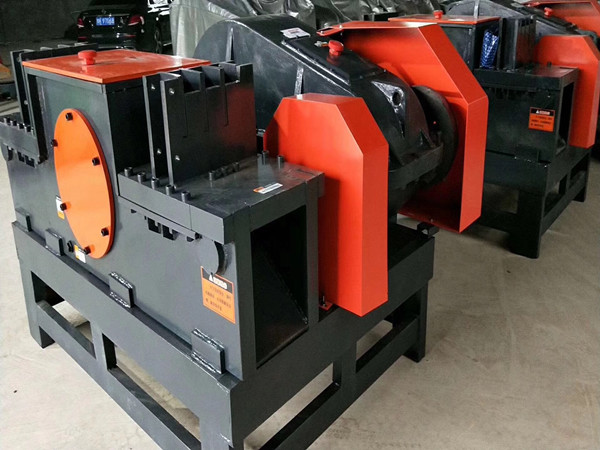
滚丝机在工业生产中有着十分广泛的应用,由于采用塑性变形加工的方法,相比有铁屑的切削加工加工出来的工件各方面性能强度好,那么滚丝机有哪些部分构成呢?滚丝机(如三轴滚丝机)主要由主机体、动力分配箱、液压系统、滚压系统、交换齿轮箱、冷却系统、电气系统组成。
1. 主机体为一箱形铸件,其上部平面安装AB座、滑动座、电气控制箱,下部有两个蓄油池,用于蓄装冷却液。
2. 动力分配箱主要安装有各种齿轮、轴、交换齿轮箱,该箱功能是主电机传给箱,经减速机把动力匀速传给两根轮杆,箱体中间为一空齿轮,以方便长工件通过。
3. 液压系统是滚丝机的主要系统,它主要使滑动座做进给运动和退回运动。
4.滚压系统由固定座、滑动座、轮杆机构组成。
5.固定座分为A、B两个,A座安装有轮杆座用以安装滚轮,B座安装油缸前进后退位置调整。
6. 滑动座前面安装有轮杆机构,靠B座上的油缸前进、后退作径向运动。
7.轮杆机构主要由轮杆座、轮杆支撑座组成。
8.打开交换齿轮箱上盖,可调换齿轮,以适应所加工工件的速度。
9.冷却系统主要由水泵把液体通过管路送到喷头,喷头可调整液体流量大小,严禁冷却液加注过多,以超过吸油头4cm为基准,过多,液面易进入电机,烧毁水泵,冷却液可采用20#机械油,加适量柴油。
10.电气系统由各种控制面板,PLC控制部分和电气线路组成。



本机主要特点:
*设计合理,使用维护方便,更换刀具仅需 5分钟。
*刀具采用自动开合结构,钢筋一次装夹, 30秒 完成丝头加工,效率高。
*采用滚丝轮冷轧工艺,钢筋丝头加工“ 模具化 ”,精度高,合格率 。
*不切削钢筋母材,丝头强度高于钢筋母材强度。
*适用范围广, 可加工 φ16 - φ40mm 的 HRB335 级和 HRB400 级带肋钢筋。
主要技术参数
1、主电机功率:4KW 8A
2、配用电源:三相380V 50Hz
3、减速机速比17、23 {出轴转速(82—48)r/min}
4、加工钢筋直径范围:Φ16—Φ40mm(HRB335、HRB400、500)
5、 加工长度:100mm
6、重量:450kg
使用方法:
(一)加工前的准备
1.按要求接好电源线和接地线,接通电源。电源为三相380V 50Hz的交流电源,为保证人身请使用带漏电保护功能的自动开关。
2.冷却液箱中,加足溶性冷却液(严禁加油性冷却液)。
(二)空车试转
1.接通电源。检查冷却水泵工作是否正常。
2.操作按钮,检查电器控制系统工作是否正常。
(三)加工前的调整
1.根据所加工钢筋的直径,调换与加工直径相适应的滚丝轮。滚丝轮与加工钢筋直径的关系见表一:
2.调换滚丝轮的同时,调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性。
3.滚丝轮与加工直径相适应后,将与钢筋相适应的对刀棒插入滚轧头中心,调整滚丝轮使之与对刀棒相接触,抽出对刀棒,拧紧螺钉,压紧齿圈,使之不得移动。
4.对于固定定位盘的设备根据所加工钢筋直径,调换与加工直径相适应的定位盘(定位盘上打印有加工直径)。对于可调整定位盘的设备按定位盘刻度调整到相应的刻度,当剥肋刀磨损时还需要进行微调。
5.根据所加工钢筋规格,调整剥肋行程档块的位置,保证剥肋长度达到要求值。
6.根据所加工钢筋规格,调整行程开关压块的位置,保证滚轧螺纹有效长度达到要求值。
(四)工件装夹
将待加工的钢筋装卡在定心钳口上,伸出长度应与起始位置的滚轧头剥刀片端面对齐,然后扳动手柄夹紧。
(五)操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时一定要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到一定程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
(五)刀具重磨与更换
1.剥肋刀切削一定数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将刀具的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧一定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈必须安装正确,否则不能正常工作


普通螺栓是机械行业常用紧固件之一,双头螺柱在化工设备、管道、机械等得到广泛应用。滚丝机以其加工精度高、生产率及机械性能好,在双头螺柱制造中应用很广。生产实际中加工双头螺柱,由专用机床加工光杆,由滚丝机、挫丝机等专用机床完成 螺纹成形工序。但加工M12~M30双头螺柱,其毛坯尺寸如何确定,没有现成手册标准可以借鉴。本文通过实践确定了光杆加工尺寸,可供同行借鉴。
我厂加工多批等长双头螺柱,其规格为:M12×80~M30×180,性能等级为3.6~8.8级,共数万套。设备采用ZA28—12.5滚丝机, 滚压力125kN,滚丝轮材料是Cr12MoV。螺柱材料及成分、加工前热处理状态按GB/T3098.1—2000要求:双头螺柱性能等级3.6~6.8级,材料用普通低、中碳钢,不需要热处理。其材料硬度小于240HBW。随着螺柱性能等级提高,材料及相应热处理要求也提高。我厂在加工8.8级双头螺柱时材料选用35CrMoA,经淬火后回火处理硬度270HBW,螺母材质30CrMo,正火硬度240HBW。
加工前,严格按热处理工艺执行,检验硬度合格。滚丝机在工作前调整好滚丝轮及支撑块位置,检查液压驱动系统使滚压力均匀(见附图)。
滚丝机床加工螺纹时,首先要调好滚丝模具位置,防止由于对位不正造成滚压工件轴向位移。滚压时调整好切削液,及时冷却,避免滚丝轮由于干摩擦造成滚丝轮牙尖温度过高,超过滚丝轮回火温度,发生回火软化,降低滚丝轮寿命。



- 滚动灯箱产地直销 2025-10-11
- MN13耐磨板-MN13耐磨板按需定制 2025-10-11
- 保温钢管让利销售 2025-10-11
- void防伪标签-买贵可退 2025-10-11
- 单立柱厂家优惠促销 2025-10-11
- H型钢厂家价格优惠 2025-10-11
- 红富士苹果-值得信任 2025-10-11
- 采购不锈钢碳素钢复合管护栏必看-厂家直销 2025-10-11
- 支持定制的橡塑公司 2025-10-11
- 二次结构泵产品质量优良 2025-10-11
- 甄选:耐磨版生产厂家 2025-10-11
- 铝板厂家批发 2025-10-11
- 专业销售扁钢-全国配送 2025-10-11
- 滚丝机-点击洽谈 2025-10-11
- 滚动灯箱产地直销 2025-10-11
产品











联系方式
