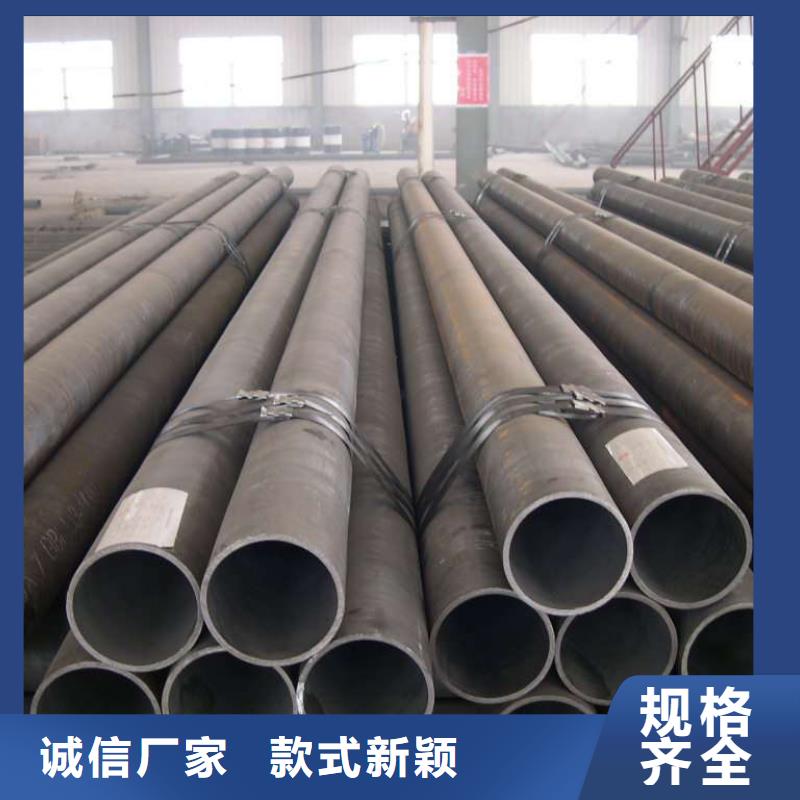
厚壁无缝钢管-厚壁无缝钢管价格低


厚壁钢管小口径厚壁无缝管是指外径和壁厚之比小的钢管,目前小口径可达到3mm,壁厚小到1mm.。常见规格为:外径mm壁厚mm;;;;小口径厚壁无缝钢管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、航空用高精度结构管等。;;;;小口径厚壁无缝钢管材质包括:10#、20#。25#、35#、45#、16Mn等。
生产工艺流程圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,;热轧无缝管一般在自动轧管机组上生产,实心管坯经检查并表面缺陷截成所需长度,在管坯穿孔端端面上定心然后送往加热炉加热在穿孔机上穿孔在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔称毛管,再送至自动轧管机上继续轧制 经均整机均整壁厚,经定径机定径,达到规格要求,利用连续式轧管机组生产热轧无缝钢管是较先进的方法,若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出,此法可生产直径较小的钢管。
常用材质为:10#无缝钢管、20#无缝钢管、45#无缝钢管、SA106B无缝钢管、ST45.8-Ⅲ低合金无缝钢管、20cr、40cr、16Mn低合金无缝钢管、Q345D低温合金无缝钢管、27SiMn低合金无缝钢管、12Cr1MoVG合金管、15CrMo、10CrMo910、Cr5Mo合金管、A335P11合金管、10CrMo910(P22)合金管、A335P91(T91)合金管、钢研102(12Cr2MoWVTiB)结构管:(GB/T)、流体管:(GB/T)、中低压锅炉管:(GB/T)、高压锅炉管:(GB/T)、石油裂化管:(GB/T)、液压支柱管:(GB/T)、化肥专用管:(GB/T)、钻探用钢管:(GB/T)、船舶用管:(GB/T)、合金管:(GB/T)、高压合金管:(GB/T)等一系列的钢管产品。材质为:10#、20#、35#、45#、20G、20Gr-50Gr、16Mn-45Mn、27SiMn、Cr5Mo、12CrMo(T12)、12Cr1MoV、10CrMo910、T91、15CrMo、35CrMo、40CrMo等一系列的钢管材质。



20年 无缝钢管领域深耕
经验丰富
多种 无缝钢管产品型号
可供选择
多种 无缝钢管产品配件
快速匹配
雄厚的技术力量
质量有保障
无缝钢管厂家直销
价格合理


国产12Cr1MoV大口径厚壁钢管性能
125、200、300和600MW机组锅炉的集箱、蒸汽导管都使用进口12Cr1MoV大口径厚壁钢管,要求钢管在540°C的工作温度和较大工作应力下可靠地运行。钢管的 规格为9800×45mm和559×133mm。
日本钢管公司(NKK)京浜制铁所将钢锭加热后在立式水压机上顶孔成杯形坯,由卧式水压机多次顶压(每次减薄约10mm),成型后经内外表面加工。产品规格为350~9106mm,壁厚为30~200mm日本住友金属公司尼崎制铁所用3000吨立式水压机穿孔,再用600吨或1500吨卧式水压机热挤压成型。每次热挤压同时通过三道不同规格的模具,每道减薄约5mm,生产效率比NKK高。成品管内、外表面经镗削和车削。
目前,国内已有140和400自动轧管机组,216和318周期轧管机组以及热扩制管机,具备了生产外径大于133~9700m钢管的设备条件,但迄今9159mm以上的高压锅炉管仍主要依靠进口。



影响成品例管在张力减径过程中产生的内多边形程度的因素较多.们 · 般认为荒管壁厚和张力系数起主要作用。在其他囚水不变的情况下,钢管的变形会随着 It 壁厚的增加逐渐举现不均匀现象.钢管产生内多边形的现象趋十严或;而钢管变形不均匀的现象则会随着张力系效的增大而浮渐档千均匀。图 6 给出了不同壁厚的荒管在张力减径条件下,产生的不同周向壁厚方筹的对比。可以着出.成品钢管的周向壁厚方差随着荒管的峨厚增大早连渐减小的趋势。当荒骨壁厚为 IS . sn . n .和 16mm 时.相应的.其周向壁厚方差分布达到 1 . 04 和: ( ) 5 ,钢竹的内多边形程度较高。
1 壁厚增加到 I6 . smm , Ismm 时.成品钢管的周向壁厚方差比壁厚为 l3 . 5llII : ,和 I6mm 时减小 r 113 ;当荒管壁厚进一步增加到 22 川“.和 24mm 时,其周向璧厚方差在 0 . 14 附近,说明此时钢管壁厚分布 。经本文作者进一步研究发现.当荒管壁厚继续姗加时,成品钢管的壁厚并不继续减小.因此采用张力减径工艺生产该种战号的成品钢管时.荒竹的壁厚控制在 Zomm 心 4n , n ,之间为宜_ 3 结论 《 l )通过对厚壁钢管张力减径过程的效伯分知.分析获得 J -轧棍形状、轧棍不同截而的线速度以及炯管的滋度场是影响钢管壁厚不均的主要因素。 《 2 万皿过对不 l 司璧厚钢锌张力减径过程的有限元模拟,分析获得了荒管壁厚和张力系数时成形后钢管壁厚分布不均的影响规律。结果表明,当荒管壁厚为 22mm 和 24mm 时,成形成品钢竹的周向壁厚方效在 n . 14 左右.说明此时钢管壁厚分布 .成品竹内表面较圆-


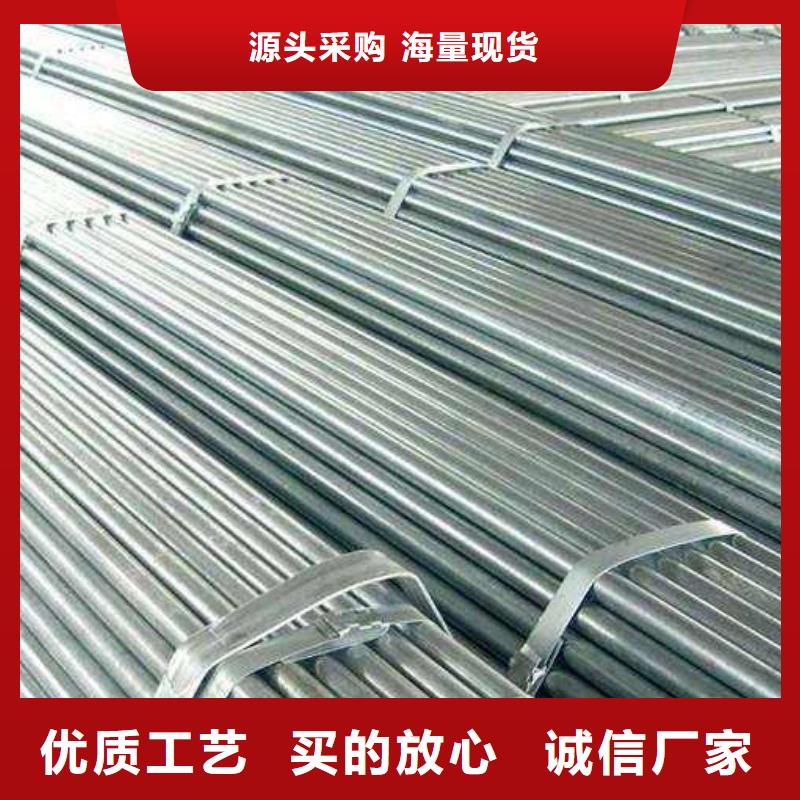
厚壁钢管的类别与特点
(1)关于管材的壁厚分类尚无明确统一的标准,若按《冷弯薄壁型钢结枃技术规范》、《钢结构设计规范》规定,圆管(冷加工成型)的厚度不宜大于25mm。故钢结构用管材的壁厚类别可大致可分为:薄壁管一一壁厚<6mm;中等壁厚管壁厚=8mm~28m;厚壁管一一厚壁t≥30mm。关于圆管的径厚比要求,按局部稳定条件,壁厚不应过小,规范规定相应径厚比限值应不大于而按冷加工(卷制、压制)条件为防止过大性变形与残余应力,壁厚又不应过大,其相应径厚比不宜小于20(按内径计算)。
(2)厚壁管按加工方法可分为以下四类
①热扩无缝钢管一一将已轧制成的厚壁无缝钢管
加热后再次挤压、扩张并拉伸成型, 规格为D720X40(径厚比D/t=16),因为热扩成型,除有冷却过程中的残余应力外,并无小径厚比的冷加工变形和残余应力。但因热扩中温度、速度的不均匀性其壁厚公差可达土25%。一般不适用于钢结构。
②热卷成型管将钢板
均匀加热到900~1000℃后,在卷管机上卷制成型,一般需经二次加热与二次卷制,其性能优于冷卷成型管,且可不受径厚比的限制,但加工成本高、效率低,主要用于锅炉、压力容器工程



产品











- 优选:不锈钢复合管口碑厂家 2025-10-20
- 桥梁护栏厂家优惠促销 2025-10-20
- 销售槽钢厂家 2025-10-20
- 无缝钢管优选商家 2025-10-20
- 螺旋管-量大价优 2025-10-20
- 价格低的泥浆泵供货商 2025-10-20
- 买愚公斧开山机必看-质量有保障 2025-10-20
- 木纹转印护栏质量可靠的厂家 2025-10-20
- 更多用户选择欧标方管 2025-10-20
- 工字钢角钢槽钢质量有保障的厂家 2025-10-20
- 优质不锈钢板厂家 2025-10-20
- 不锈钢复合管栏杆-品质保障 2025-10-20
- 河道栏杆-河道栏杆质优价廉 2025-10-20
- 防撞护栏行内优选 2025-10-20
- 厚壁无缝钢管-厚壁无缝钢管价格低 2025-10-20
联系方式
