订购激光雕刻机怎么选?
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
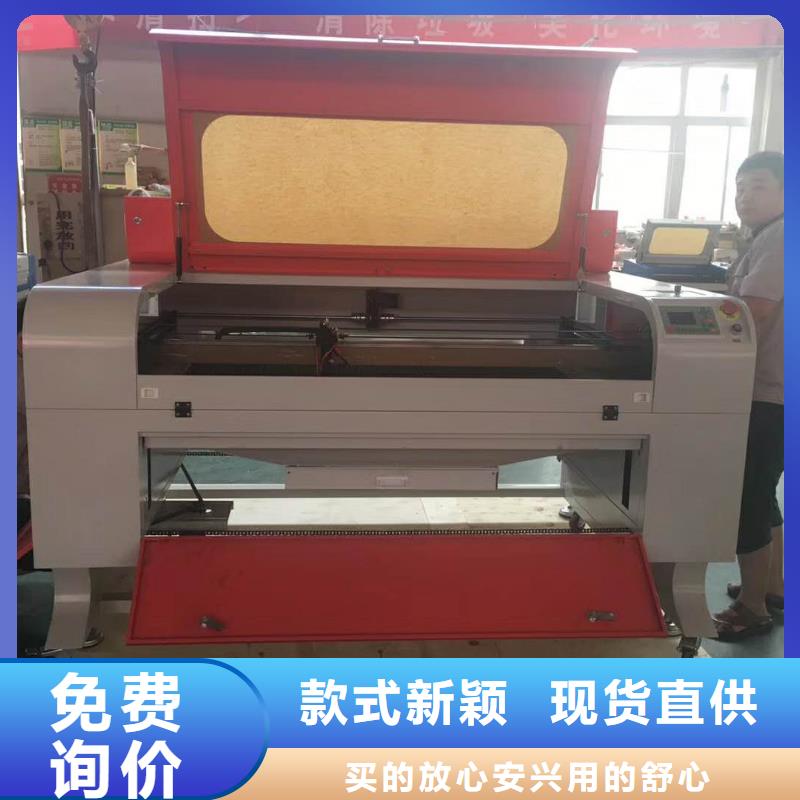
| 激光雕刻机 | 台式,便携式 |
| 激光管 | 神绘 |
| 平台 | 升降平台 |
| 传动 | 皮带丝杆传动 |
| 范围 | 激光雕刻机怎么选?供应范围覆盖福建省、泉州市、丰泽区、鲤城区、洛江区、泉港区、惠安县、安溪县、永春县、德化县、金门县、石狮市、晋江市、南安市等区域。 |



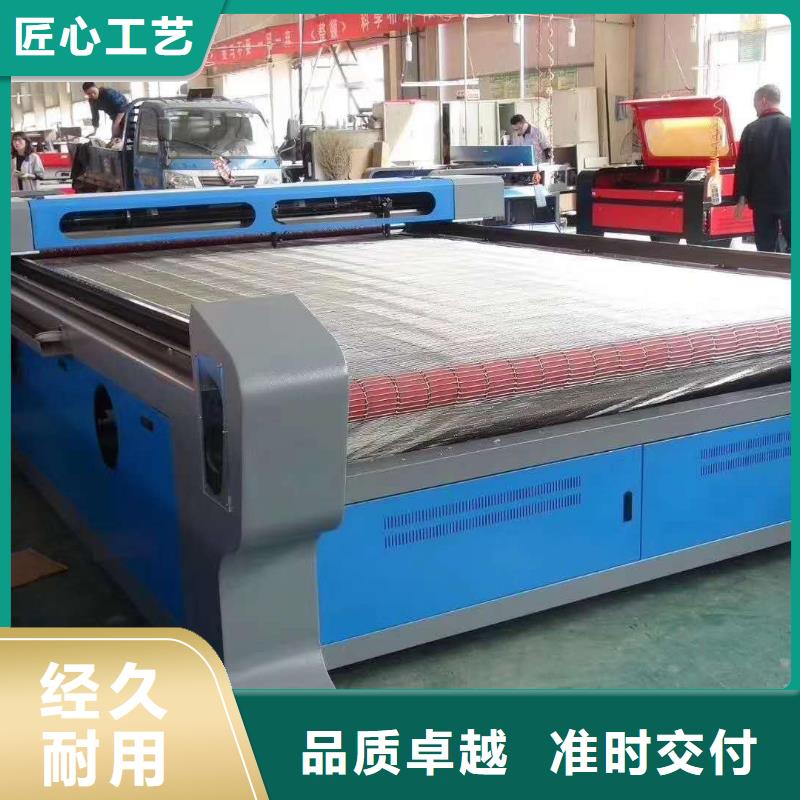
激光切割与常规加工方法相比,同样具有明显的优势。在热切割方法中,氧可燃烧(如乙炔)切割和等离子切割都不能像激光束那样集中能量于一个极小区域,结果导致切口宽、热影响区大和较明显的工件变形。氧一可燃烧切割设备小、投资少,是很灵活的切割工具,但是由于它热影响区大、切割速度低,切口呈现严重的锯齿状和波折状。因此,它很少被选用于切割20mm以下厚度且要求尺寸的材料。等离子切割与激光切割速度相仿,明显高于乙炔火焰切割。但其切割能量较低,切边顶部呈圆头状,切边明显起波形。在操作中,还要防止由电弧产生的紫外线辐射对操作者带来的伤害。但是,激光能切割非金属,而其他热切割方法则不能。在机械冲压加工方式中,采用模冲方法生产大批量零件,具有零件成本低、生产周期短的优势,但这种方法对设计上的变化较难适应,设备专用、制造周期长、造价高。对中小规模的企业来说,激光切割的特长就会充分显示。激光切割机便于工件紧密编排套裁,比起每个工件周围需预留较多材料余量的模冲更节约材料。对于需要分段冲切的大而复杂的零件,就需要用冲床冲切,导致切边呈许多小贝壳状刃口,产生大量边角余料。其切割速度比激光切割慢很多。而且,激光作为一种灵活的无接触、仿形切割工具,可以从材料任何一点开始向任何方向切割,这一点对锯切来说,是望洋兴叹的。采用电火花或线切割等方法用于坚硬材料的精细加工,虽然切口较平整,但切割速度要比激光切割慢几个数量级。水切割虽然可以切割许多非金属材料,但运行费用较高



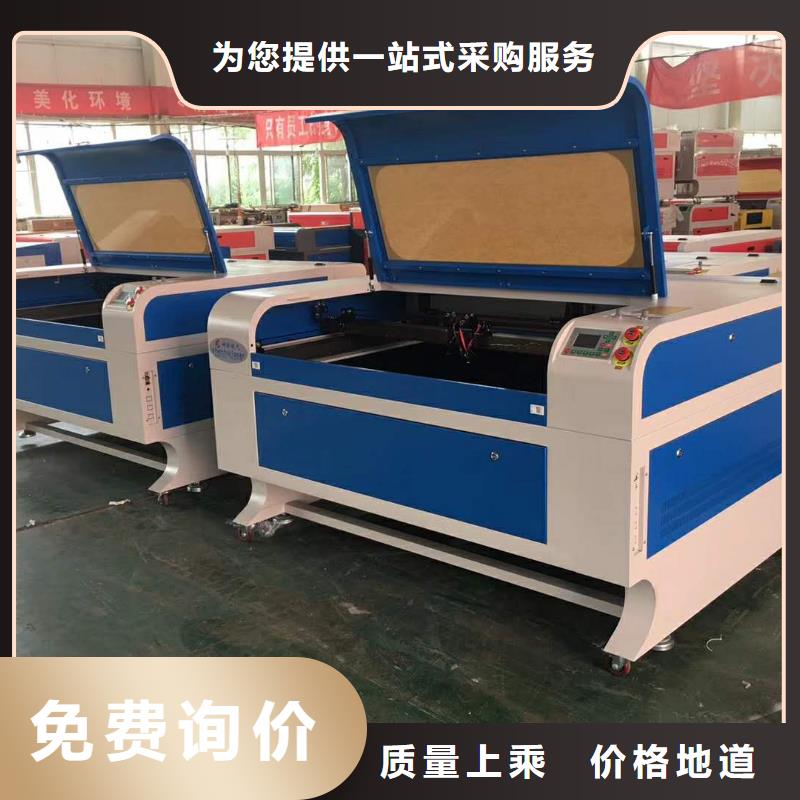
泉州丰泽神绘数控设备有限公司主营: 激光雕刻机系列产品。公司拥有专业的技术人员,产品已在全国各地广泛使用,并得到广大用户的好评。公司注重品质、严格管理,建立了健全的质保体系和售后服务体系,“以质量创品牌,以诚信创未来”是公司宗旨,公司将秉承三个服务:贴心的售前服务,专业的售中服务,完善的售后服务,随时为客户提供更优的产品解决方案及优良的服务。我公司产品符合指标要求,质量合格热忱欢迎广大客户莅临我公司参观、考察、指导工作。





即切开焦点在工件上面,将焦点定位在切开原料的上方。
关于碳钢氧气切开,适于选用正焦点,工件底部比上外表切幅更大,有利于排渣,有利于氧气到达工件底部参加充沛的氧化反应。一定焦点范围内,正焦点越大,板材外表光斑尺寸越大,割缝四周预热及热量弥补更充沛,碳钢切开面越润滑,越亮。
关于万瓦激光器脉冲方法切开不锈钢厚板,选用正焦点,切开稳定,有利于排渣且不容易反蓝光;
激光切开过程中怎么正确挑选焦点方位
负焦距切开
即切开焦距在工件里面,这种形式下因为焦点远离切开外表,切幅相对比切开点在工件外表大,一起需求的切开气流要大,温度要足。
切开不锈钢时,适于选用负焦点切开,切开面纹理均匀,断面较好。
切开前的板材穿孔,因为穿孔有一定高度,穿孔选用负焦点,可以保证穿孔方位光斑尺寸小,能量密度大,并且穿孔方位越深,负焦点越大。
- 水泥发泡机单价 2025-10-20
- 角钢解决方案 2025-10-20
- 珩磨管期待您的来电 2025-10-20
- 二次结构泵-二次结构泵价格低 2025-10-20
- 愚公斧开山机-供应厂家 2025-10-20
- 省心:不锈钢板生产厂家 2025-10-20
- 库存充足的劈裂棒经销商 2025-10-20
- 扁钢买的放心 2025-10-20
- 镀锌加工现货价格 2025-10-20
- 铅门信息可配送到厂 2025-10-20
- 发货速度快的防撞护栏生产厂家 2025-10-20
- 镀锌角钢支持非标定制 2025-10-20
- 交货及时 2025-10-20
- 订购激光雕刻机怎么选? 2025-10-20
- 水泥发泡机单价 2025-10-20
产品








联系方式