您当前的位置:商助贸易宝 » 珠海商助贸易宝 »珠海产品 » 三通生产厂家欢迎咨询订购
三通生产厂家欢迎咨询订购
更新时间:2025-10-30 23:29:49 ip归属地:珠海,天气:阴转多云,温度:22-28 浏览:1次


- 发布企业
- 峰光管道设备(珠海市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 合金【不锈钢】弯头
- 所在地
- 南开区
- 联系电话
- 15383979473
- 手机
- 17761523570
- 联系人
- 李辰雨 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:广东省珠海市三通生产厂家欢迎咨询订购的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 峰光 |
| 型号 | DN10-DN800 |
| 产地 | 河北省沧州市盐山县 |
| 范围 | 三通欢迎咨询供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 香洲区、斗门区、金湾区等区域。 |
【峰光】业务覆盖多领域场景,主营香洲合金【不锈钢】弯头厂家拥有先进的设备、斗门合金【不锈钢】弯头一对一为您服务、河源合金【不锈钢】弯头本地配送、云浮合金【不锈钢】弯头种类多质量好、深圳合金【不锈钢】弯头货源足质量好、梅州合金【不锈钢】弯头质量安心等产品服务。三通生产厂家欢迎咨询订购,峰光管道设备(珠海市分公司)为您提供三通生产厂家欢迎咨询订购,联系人:李辰雨,电话:【15383979473】、【17761523570】。 广东省,珠海市 珠海,广东省地级市、省域副中心城市,Ⅱ型大城市,地处北纬21°48'~22°27’、东经113°03'~114°19’,位于广东省南部,珠江出海口西岸,濒临南海,陆地面积1725平方千米,领海基线以内海域面积9348平方千米。下辖香洲区、斗门区、金湾区3个行政区。截至2022年末,珠海市常住人口247.72万人,常住人口城镇化率90.76%。
为了让您更地了解我们的三通生产厂家欢迎咨询订购,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:广东珠海三通生产厂家欢迎咨询订购的图文介绍


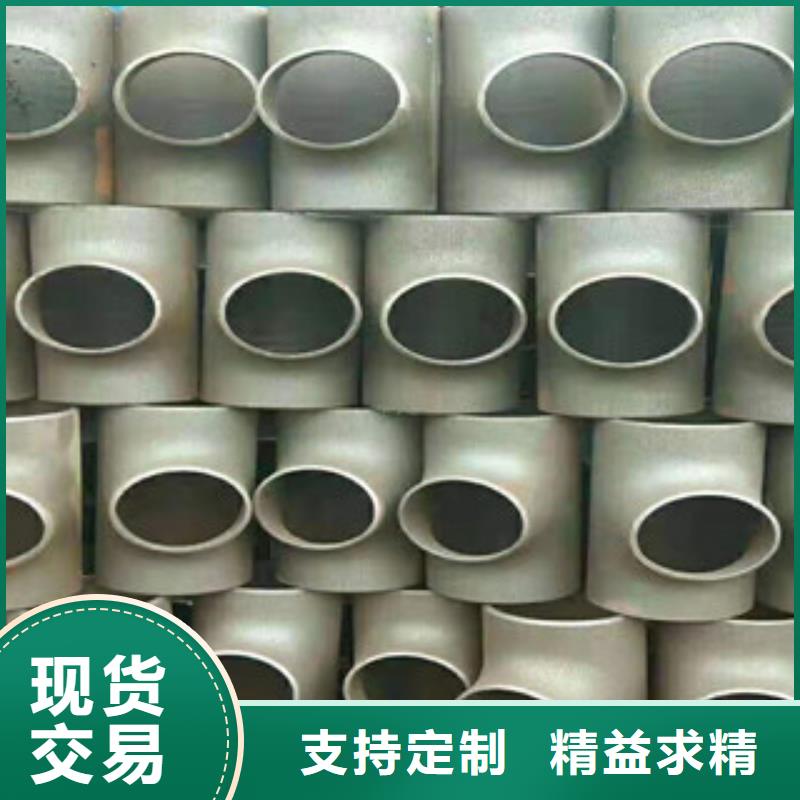
绝大多数10crmo910高压三通。冷拔三通、热压三通,焊接三通,接嘴三通,锻制三通,单筋加强焊三通,筒式封堵对开式四通管件,塞式封堵对开式三通管件,无缝三通,直缝三通,斜三通,裤型三通,对开三通管件,u型三通a234wpb三通,a234wp1三通,a234wp5三通,a234wp11三通,a234wp12三通,a234wp22三通,a234wp91三通,对开三通,焊接三通,跨越三通,无缝三通,对焊三通,厚壁三通,锻制三通,跨越三通,合金三通厂家对三通为管件、管道连接件。又叫管件三通或者三通管件,三通接头,用在主管道要分支管处。三通有等径和异径之分,等径三通的接管端部均为相同的尺寸;异径的三通的主管接管尺寸相同。



多年来,广东珠海峰光管道设备有限公司始终坚持“人无我有,人有我优,人优我精”的经营策略,秉承“以 合金【不锈钢】弯头市场为准则,以新创科技为先导” “以德做人、以诚做事”,的经营理念,扎实地走科研与生产相结合的道路。
始终坚持以品质加诚信求生存,向客户提供货真价实的 合金【不锈钢】弯头产品。我公司将热诚欢迎您来本厂参观考察指导。


压制时应根据规格型号选取对应的压制胎具,动力设备为三通液压成型机,压制前应检查设备,确认其处于良好运转状态。正确调整各限位开关,检验各控制开关的有效性和灵敏度。设备应由专人操作,在生产过程中应时刻注意观察压力的读数,并做好相应的调整,如出现压力异常或推不动等紧急情况应立即停机检查。压力机启动后,不准将头手等身体部位压力机工作台面内。三、压制1、压扁将出炉的坯料放到液压机上压扁,压到出现直边,成椭圆形,不过不欠就收。外观检查,三通在多次淬火多次压制后,外观会出现凸凹不平,起皱等现象。这种现象为正常现象,工人可通过后续修补工作拟补这些缺陷。在所出现缺陷区域做好标记,进入补焊和修磨工序。凸出区域使用磨光机磨削掉,凹处区域使用手工电弧焊补焊。褶皱区域使用车床车削掉


产品研发、高压制造。热压三通对材料的适应性较宽,适用于低碳钢,合金钢,不锈钢的材料;首先是大直径和管壁偏厚的三通,基本采用这种成形工艺。高压三通采用高精度数控车床车削,普通车床精车,氩弧焊等加工。热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。碳钢弯头的基本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90弯头或6个60弯头或其它规格的弯头



接头和异径三通一般为标准件,外径有Ⅰ系列和Ⅱ系列,如果公称尺寸为DN150x100,外径为Ⅰ系列,壁厚等级为Sch20,材质为20#的同心异径接头其标记为DN150X100 Ⅰ-Sch20-20 R(C) GB/T12459.对焊三通按GB/T12459标识,如DN100X100X80.承插焊三通按GB/T14383标识,如DN20X15.高压四通管管件接头的制造方法,为了用较小的动力设备制造出多种规格的较好质量的高压四通管接头。本发明方法是把管坯制成***状并在其中部开一个小孔、把管坯加热至锻造温度后放在一个上模和具有曲面的下模中间、在上模对管坯径向施压的同时,用装在孔内侧的拉块沿小孔的轴向以一定速率拉伸使之成型。在高压四通管件中,起连接密封作用的沟槽连接管件主要有三部分组成:密封橡胶圈、卡箍和锁紧螺栓。位于内层的橡胶密封圈置于被连接管道的外侧,并与预先滚制的沟槽相吻合,再在橡胶圈的外部扣上卡箍,然后用二颗螺栓紧固即可。
三通生产厂家欢迎咨询订购_峰光管道设备(珠海市分公司),固定电话:【17761523570】,移动电话:【15383979473】,联系人:李辰雨,南开区。