值得信赖的不锈钢复合管供货商
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 的不锈钢复合管供货商供应范围覆盖广西省、桂林市、阳朔县、秀峰区、叠彩区、七星区、雁山区、临桂区、灵川县、全州县、永福县、灌阳县、资源县、平乐县、荔浦市等区域。 |
桂林阳朔茂硕钢铁 有限公司坚持以“质量求生存,诚信求发展”。不断丰富“科技为先,品质为本,追求卓越,诚信天下”的企业文化内涵,积j i参与市场竞争,靠“诚信广交朋友,靠服务增进感情,真诚为客户创造价值”,为广大客户提供更完善的服务。


内衬不锈钢复合管卫生环保、性好,这种特性主要归功于不锈钢材质化学性能稳定,对人体无损害,所以国际国内医学界在人体内植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。
内衬不锈钢复合管与内衬不锈钢管件与不锈钢管件配套连接,加上对接头螺纹和端面的防锈处理,可以有效防止对水质造成的二次污染。内衬不锈钢复合管系统接触传输流体部分全为不锈钢材料,卫生环保,性好。符合“生态住宅”要求和以人为本的时代理念。 性价比高。
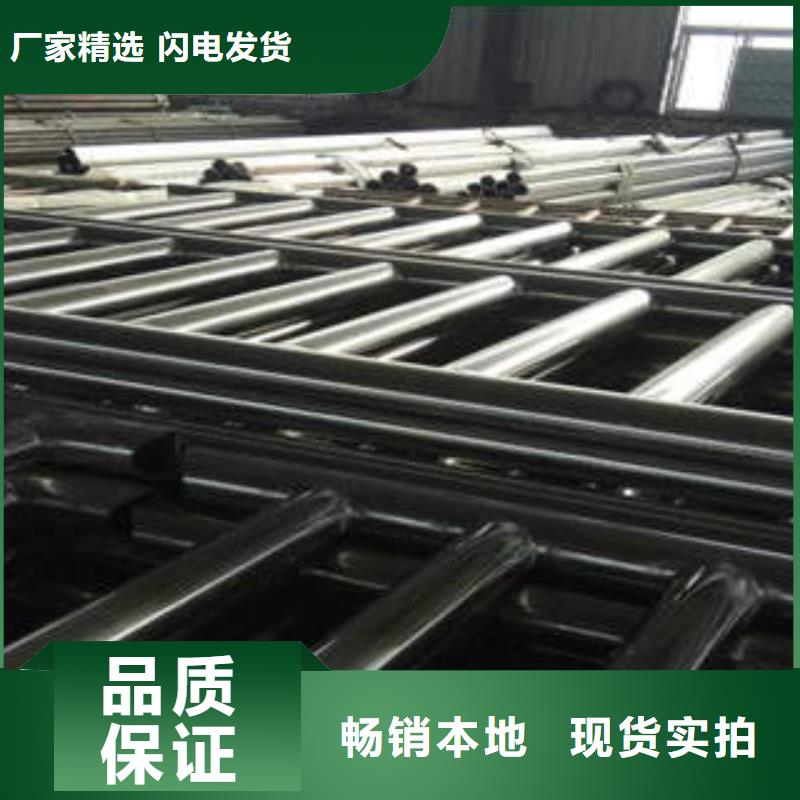
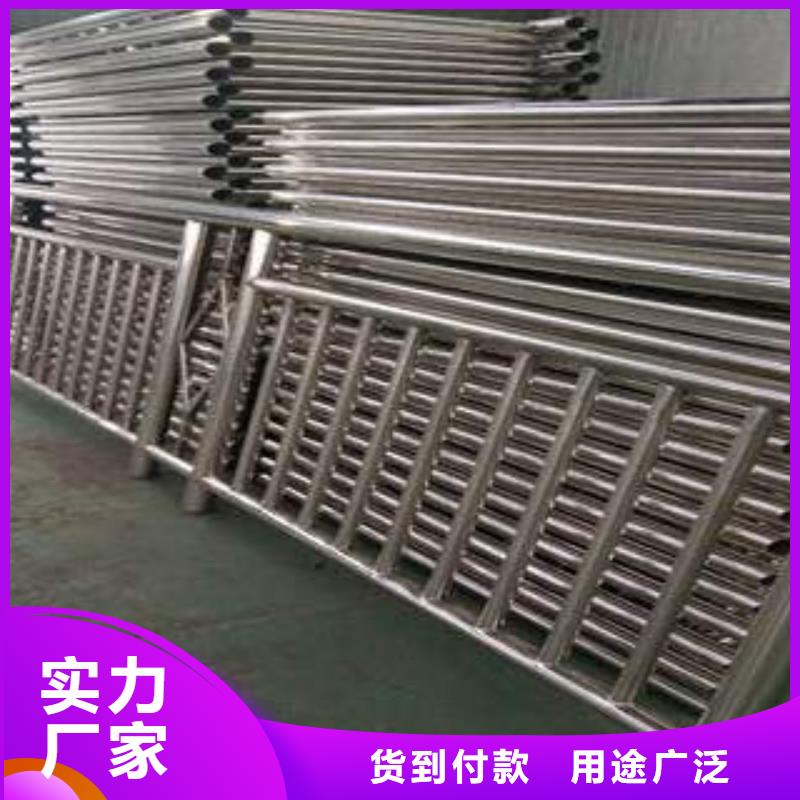
不锈钢复合管特点:
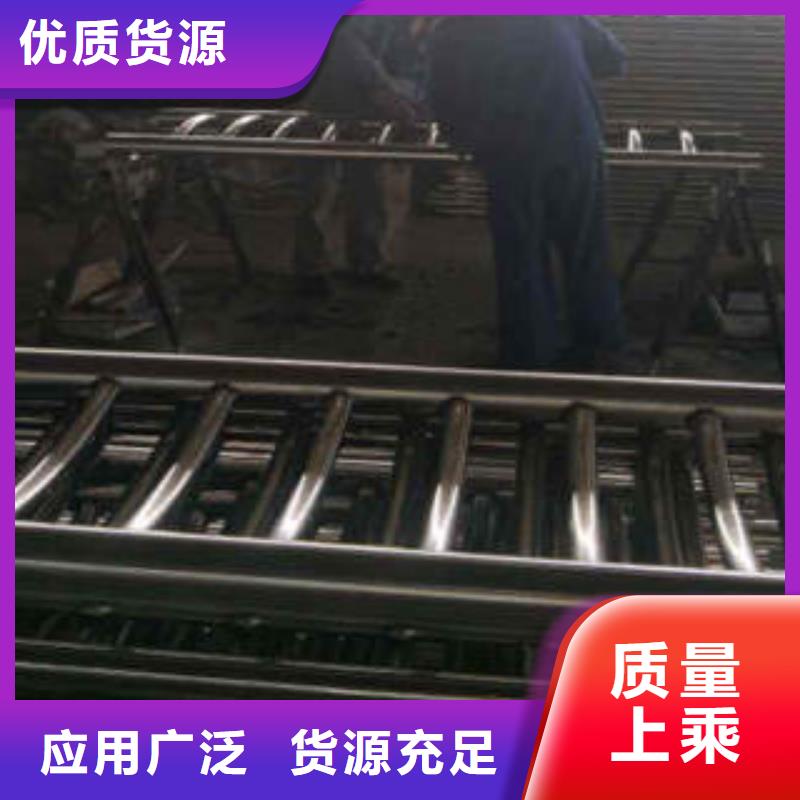
1.适用于高层建筑的装饰和道路护栏 景点防护设施
2.耐压强度优于镀锌管及非金属管材
3.管壁光滑、均匀、不结垢、耐腐蚀
4.采用传统工艺连接、可靠。公称口径外径 16-219。
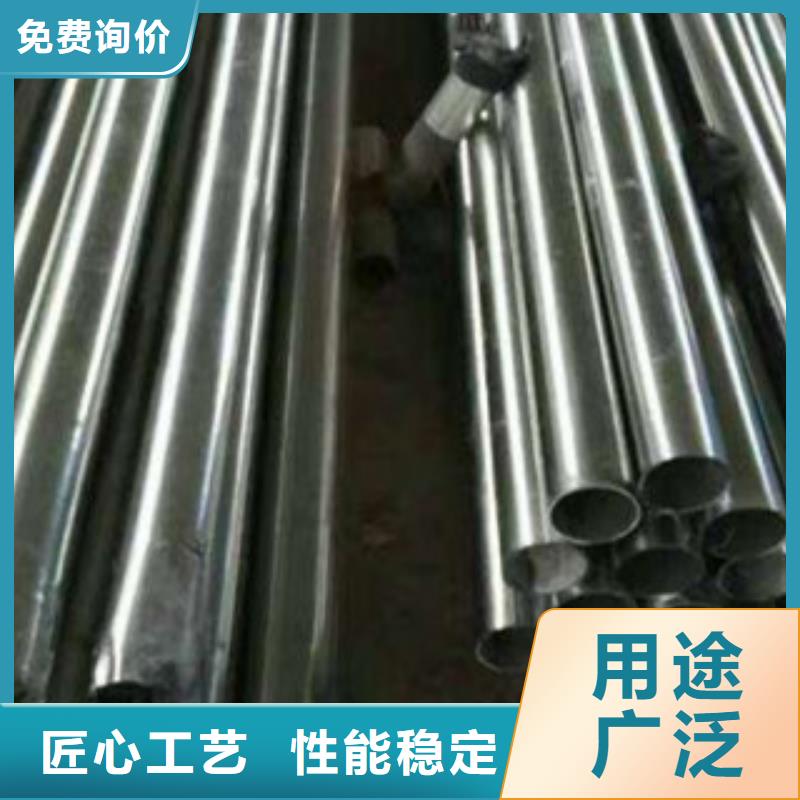
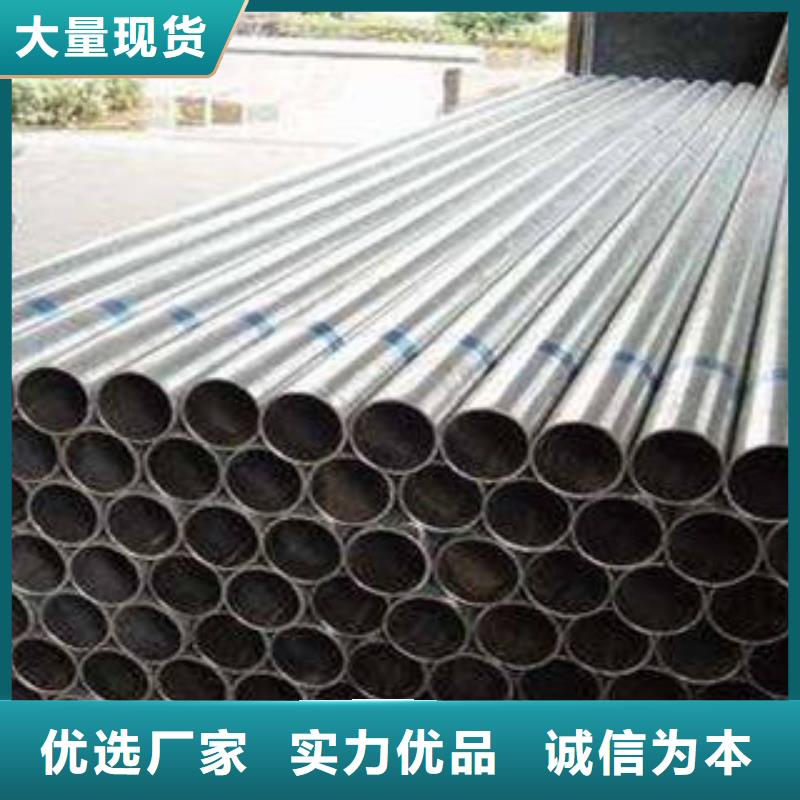
外衬不锈钢管小厚度0.25。复合管内层钢管壁厚mm1-6。注:1、根据需方要求可供应所定规格外的其它尺寸的复合管2、外管(钢管)采用普通镀锌钢管,标准为GB/T3091-2001,复合管执行标准为CJ/T192-2004。
复合管是以金属管材为基础 , 内、外焊接聚、交联聚等非金属材料成型,具有金属管材和非金属管材的优点。复合管大多是由工作层(要求耐水腐蚀)、支承层、保护层(要求耐腐蚀)组成。
不锈钢复合管重量轻、光滑、阻力小、耐腐性能好;复合管材是管径≥300mm以上给排水管道的管材。它兼有金属管材强度大,刚性好和非金属管材耐腐蚀的优点。



常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。



焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


- 现货供应成品天沟_厂家/供应 2025-10-12
- 镀锌管24小时发货 2025-10-12
- 无缝钢管品牌厂家价格优惠 2025-10-12
- 定做桥梁养护器的基地 2025-10-12
- 弯供机正规靠谱 2025-10-12
- 正规电动洒水车厂家 2025-10-12
- 有实力的H型钢厂家 2025-10-12
- 扁钢-好品质、放心买 2025-10-12
- 不锈钢护栏新品上市 2025-10-12
- 现货供应铸铁型材的厂家 2025-10-12
- 精密管优选品牌 2025-10-12
- 干式变压器供应商报价 2025-10-12
- 不锈钢桥梁护栏-物优价廉 2025-10-12
- 值得信赖的不锈钢复合管供货商 2025-10-12
- 现货供应成品天沟_厂家/供应 2025-10-12
产品






联系方式
