公司新闻
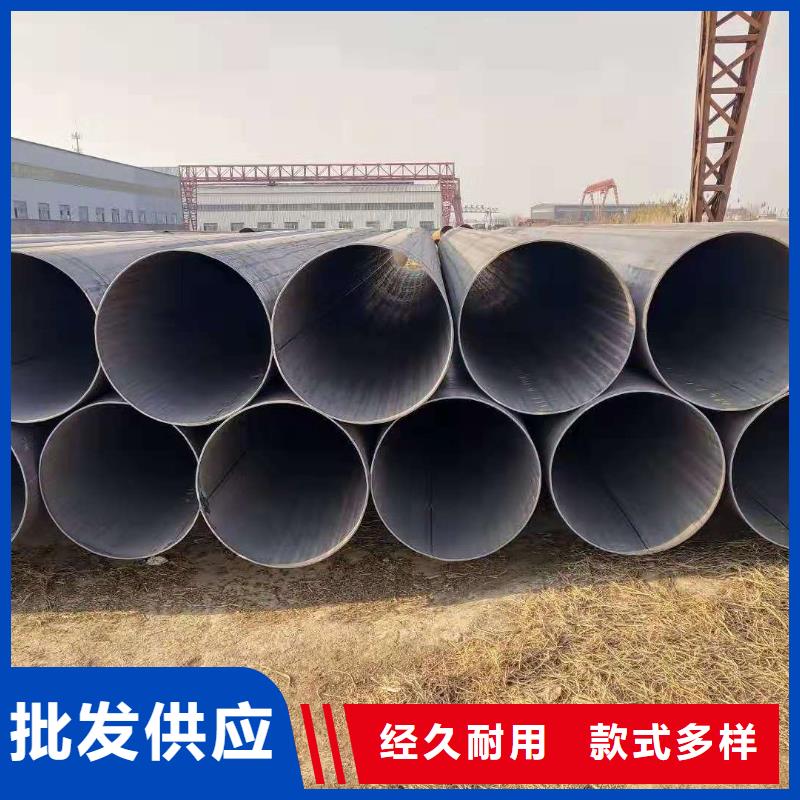
直缝焊管全国送货上门
更新时间: 2025-10-21 20:14:36 ip归属地:濮阳,天气:晴转多云,温度:4-13 浏览:1次
以下是:濮阳市南乐县直缝焊管全国送货上门的产品参数
【恒鑫达】为客户提供多样化产品,包括范县方矩管、直缝焊管规格齐全实力厂家、清丰方矩管、直缝焊管产品性能、华龙方矩管、直缝焊管工期短发货快、台前方矩管、直缝焊管品质卓越等,适配多元场景需求。直缝焊管全国送货上门,恒鑫达钢管(濮阳市南乐县分公司)为您提供直缝焊管全国送货上门,联系人:周金福,电话:【15122786894】、【15222754782】。 河南省,濮阳市,南乐县 南乐县,隶属河南省濮阳市,位于河南省东北端,辖7个镇、5个乡,地处中原,华北平原南部,处于河南、河北、山东三省交汇处,有大广高速、南林高速、106国道、341国道。与河北省邯郸市大名县、魏县,山东省聊城市莘县交界,境域624平方公里。根据第七次人口普查数据,截至2020年11月1日零时,南乐县常住人口为476557人。
直缝焊管全国送货上门的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:濮阳南乐直缝焊管全国送货上门的图文介绍


根据GB/T3091-2008《低压流体输送用焊接钢管》标准的规定,钢管的内外表面应光滑,不允许有折叠、裂缝、分层、搭焊、断弧、烧穿及其他深度超过壁厚下偏差的允许有深度不超过壁厚下偏差的其他局部缺陷存在。钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到标准规定的要求。钢管应能承受一定的内压力, 试验压力为5.05Mpa,保持时间不小于5S,实验过程中,钢管不出现渗漏现象。电阻焊钢管允许用超声波探伤检验或涡流探伤检验代替液压试验。埋弧焊钢管允许有超声波探伤检验或射线探伤检验代替液压试验。
一般焊管用于水、煤气、空气、油和取暖蒸汽等一般较低压力流体的输送。普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。直缝电焊管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊管、电焊薄壁管、变压器冷却油管等等。承压流体输送用螺旋缝埋弧焊管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
一般焊管用于水、煤气、空气、油和取暖蒸汽等一般较低压力流体的输送。普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。直缝电焊管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊管、电焊薄壁管、变压器冷却油管等等。承压流体输送用螺旋缝埋弧焊管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。



凭借精湛的技术、先进的管理体系与较高的综合实力,濮阳南乐恒鑫达钢管有限公司现已成为国内 方矩管,直缝焊管行业的一匹“黑马”。


热轧工艺是螺旋钢管的主要制造方法,占无缝管产量的80%热连轧管机组生产的品种和质量水平除轧机本身的技术水平外,在很大程度上受冶炼和连铸的制约,因此先进的工艺流程应该是指冶炼至管加工的完整流程。热轧螺旋钢管用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢中常用焊接钢管按焊缝种类又可分为高频焊管、直缝埋弧焊管、螺旋埋弧焊管等3种。高频焊管管形好,壁厚均匀,焊接产生的内外毛刺通过相应刀具刮平,在线通过无损检测严格控制焊缝质量,自动化程度很高,生产成本低廉。但壁厚相对较薄,管径相对较小,壁厚一般不超过12mm,管径一般不超过610mm,钢结构中特别适合制作管衍架结构。直缝埋弧焊管采用双面埋弧焊焊接工艺,在静态条件下焊接,焊缝质量高,焊缝短,产生缺陷的几率很小。钢管通过全长扩径,管形好,尺寸,钢管壁厚范围和管径范围宽,管径范围可达406-1829mm,壁厚范围可达6.0-60mm,自动化程度较高,与无缝钢管相比,生产成本较低,适合建筑、桥梁、堤坝、海洋平台等钢结构承载用立柱、超大跨度建筑结构以及要求抗风抗震的电杆塔桅结构。螺旋埋弧焊管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,极易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。
焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢中常用焊接钢管按焊缝种类又可分为高频焊管、直缝埋弧焊管、螺旋埋弧焊管等3种。高频焊管管形好,壁厚均匀,焊接产生的内外毛刺通过相应刀具刮平,在线通过无损检测严格控制焊缝质量,自动化程度很高,生产成本低廉。但壁厚相对较薄,管径相对较小,壁厚一般不超过12mm,管径一般不超过610mm,钢结构中特别适合制作管衍架结构。直缝埋弧焊管采用双面埋弧焊焊接工艺,在静态条件下焊接,焊缝质量高,焊缝短,产生缺陷的几率很小。钢管通过全长扩径,管形好,尺寸,钢管壁厚范围和管径范围宽,管径范围可达406-1829mm,壁厚范围可达6.0-60mm,自动化程度较高,与无缝钢管相比,生产成本较低,适合建筑、桥梁、堤坝、海洋平台等钢结构承载用立柱、超大跨度建筑结构以及要求抗风抗震的电杆塔桅结构。螺旋埋弧焊管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,极易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。



直缝焊管怎样控制质量好坏?坯料的穿孔温度依据原料异样而有所异样。热扩焊管但大都在1200℃左右,含碳量和其他合金元素较多时温度要稍低一些。加热操作第二个关键是尽量削减氧化皮数量。特别是在热揉捏肘,热扩焊管从东西寿数和揉捏管材的表面质量动身,恳求愈加严厉。在直缝焊管的出产过程中,由于首要加工是在热状态下进行的,故加热操作是决议制品质量非常重要的工序。加热用的热风炉,依据它们的效果,分为加热炉和再加热炉两种;前者用于将坯料从常温加热到加工温度;后者用于在加工过程中将坯料再加热到必需的加工温度。加热不妥将成为在管坯内表面或许外表面上呈现裂纹、折叠及偏疼等废品的缘由。热风炉的方式有许多种,但首要运用的是环形加热炉。这种加热炉具有环形的炉底,它可缓慢地转变,坯料从入口处沿着炉底的直径方向装入,反转一用到出口处之的就可加热和均热到所规则温度的一种炉子。这种加热操作的关键在于将坯料均匀加热到适于加工的温度。由于穿孔对质量影响很大,也就是说,弯管加工时的温度是影响质量的重要条件,所以一般要对穿孔加工时的坯料温度进行操控。
焊管轧辊机是目前应用普便的一种焊管加工机器,它以加工效率高,加工的焊管质量好著称。轧辊的寿命主要取决于轧辊的内在性能和工作受力,内在性能包括强度和硬度等方面。要使轧辊具有足够的强度,主要从轧辊材料方面来考虑;硬度通常是指轧辊工作表面的硬度,它决定轧辊的耐磨性,在一定程度上也决定轧辊的使用寿命,通过合理的材料选用和热处理方式可以满足轧辊的硬度要求。淬火工艺是焊管轧辊机加工工艺的集中体现。了解焊管轧辊机的加工工艺我们必须先了解一下淬火工艺,轧辊在粗车和半精车以后,精车以前要进行淬火和低温回火,淬火是为了改变轧辊的组织形态,将退伙后的球状珠光体变为回火马氏体和少量残留奥氏体,提高轧辊表面硬度和耐磨性;获得足够的强度和韧性;延长轧辊的使用寿命。淬火后轧辊可能有轻微变形,因此精加工应在退火后进行。淬火后由于急冷使组织内产生很大的内应力,容易产生裂纹,经回火可内应力,防止开裂;淬火组织中的淬火马氏体和残留奥氏。
焊管轧辊机是目前应用普便的一种焊管加工机器,它以加工效率高,加工的焊管质量好著称。轧辊的寿命主要取决于轧辊的内在性能和工作受力,内在性能包括强度和硬度等方面。要使轧辊具有足够的强度,主要从轧辊材料方面来考虑;硬度通常是指轧辊工作表面的硬度,它决定轧辊的耐磨性,在一定程度上也决定轧辊的使用寿命,通过合理的材料选用和热处理方式可以满足轧辊的硬度要求。淬火工艺是焊管轧辊机加工工艺的集中体现。了解焊管轧辊机的加工工艺我们必须先了解一下淬火工艺,轧辊在粗车和半精车以后,精车以前要进行淬火和低温回火,淬火是为了改变轧辊的组织形态,将退伙后的球状珠光体变为回火马氏体和少量残留奥氏体,提高轧辊表面硬度和耐磨性;获得足够的强度和韧性;延长轧辊的使用寿命。淬火后轧辊可能有轻微变形,因此精加工应在退火后进行。淬火后由于急冷使组织内产生很大的内应力,容易产生裂纹,经回火可内应力,防止开裂;淬火组织中的淬火马氏体和残留奥氏。

直缝焊管全国送货上门,恒鑫达钢管(濮阳市南乐县分公司)专业从事直缝焊管全国送货上门,联系人:周金福,电话:【15122786894】、【15222754782】,以下是直缝焊管全国送货上门的详细页面。
产品






其他新闻
- 洒水车费用 2025-10-21
- PPT优质供货厂家 2025-10-21
- 南瓜粉实力商家 2025-10-21
- 价格实惠的无缝钢管生产厂家 2025-10-21
- 工字钢角钢槽钢热卖中 2025-10-21
- 母线槽_多年生产经验 2025-10-21
- 伸缩楼梯-伸缩楼梯品牌厂家 2025-10-21
- 不锈钢复合管护栏-大量现货 2025-10-21
- 不锈钢板多重优惠 2025-10-21
- 关于道路护栏的小知识 2025-10-21
- #实验台#货比三家 2025-10-21
- 排沙泵厂家现货定做 2025-10-21
- 直缝焊管全国送货上门 2025-10-21
- 洒水车费用 2025-10-21
- PPT优质供货厂家 2025-10-21
联系方式
