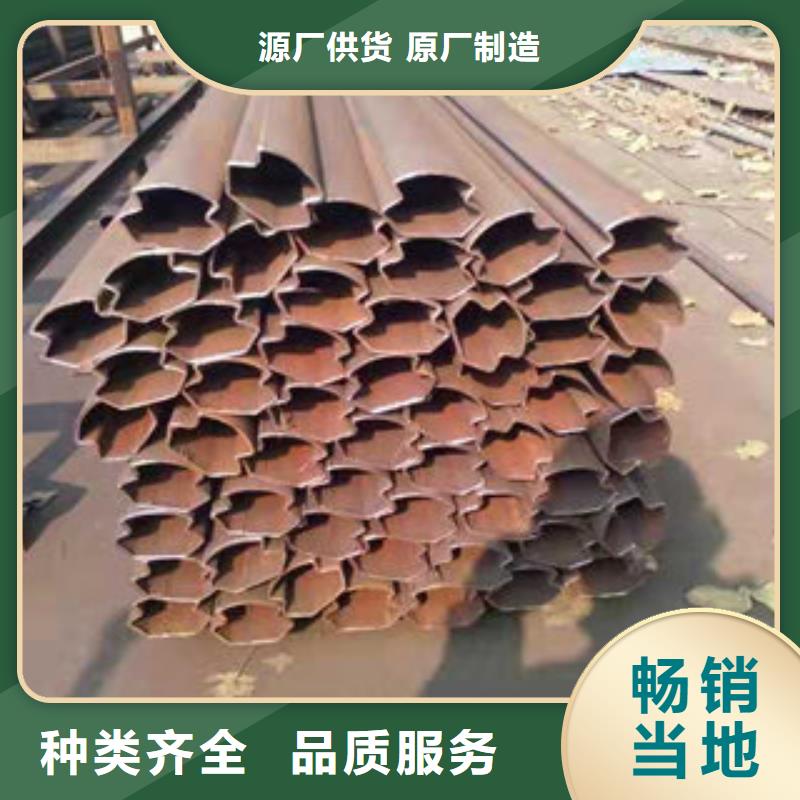
卖异型管的厂家
贵阳云岩福仕达金属材料有限公司恪守以人为本、尊重知识、尊重个性的管理理念;倡导创新精神和团队合作精神;实施科技为本、发展实业的经营战略;坚持诚实信用、互利互惠的经营原则;树立企业在贵阳云岩--球墨铸铁管竞争中生存,在竞争中发展的市场意识。


批发异型管材料的切削加工
(一)切削加工性异型管材料的切削加工性系指接受切削加工的能力,也是指经过加工而成为合乎要求的工件的难易程度。
通常可以切削后工作表面的粗糙程度、切削速度和刀具磨损程度来评价金属的切削加工性。
(二)锻性是异型管在承受锤锻、轧制、拉拔、挤压等加工工艺是会改变形状而不产生裂纹的性能。
它实际上是金属塑性好坏的一种表现,金属材料塑性越高,变形抗力就越小,则锻性就越好。
锻性好坏主要决定于金属的化学成分、显微组织、变形温度、变形速度及应力状态等因素。
(三)顶锻性顶锻性是指管材承受打铆、镦头等的顶锻变形的性能。
金属的顶锻性,是用顶锻试验测定的。



(二)通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异形钢管的润滑条件。
(三)降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
(四)压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异形钢管道次轧制力增大,厚度波动。





焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。



- 欢迎来访-不锈钢井盖厂家 2025-10-14
- 透水免费定制 2025-10-14
- 优质的灯光护栏生产厂家 2025-10-14
- 高强板大量现货随时发货 2025-10-14
- 实验台大规模厂家 2025-10-14
- 2025库存充足##废旧钢筋切断机##货到付款 2025-10-14
- 球墨铸铁管来图来样定制 2025-10-14
- 封口机生产、运输、安装 2025-10-14
- H型钢专业供应商 2025-10-14
- 泥浆泵生产流程 2025-10-14
- 钢板可按需定制 2025-10-14
- 卖异型管的厂家 2025-10-14
- 欢迎来访-不锈钢井盖厂家 2025-10-14
- 透水免费定制 2025-10-14
- 优质的灯光护栏生产厂家 2025-10-14
产品








联系方式
