公司新闻
专业销售不锈钢复合管-放心
更新时间: 2025-10-13 19:21:57 ip归属地:贵阳,天气:阵雨,温度:16-24 浏览:1次
以下是:贵阳市云岩区专业销售不锈钢复合管-放心的产品参数
【茂硕 】以匠心打造多元场景产品,涵盖花溪不锈钢碳素钢复合管护栏厂家大库存无缺货危机、清镇不锈钢碳素钢复合管护栏厂家加工定制、开阳不锈钢碳素钢复合管护栏厂家常年出售等。专业销售不锈钢复合管-放心,茂硕钢铁 (贵阳市云岩区分公司)为您提供专业销售不锈钢复合管-放心的资讯,联系人:付经理,电话:【13258995901】、【13258995901】。 贵州省,贵阳市,云岩区 云岩区,隶属贵州省贵阳市。位于贵阳市南北向“船形盆地”的北部,贵阳市区北半部,地处东经106°29′~47′,北纬26°33′~41′,东、西、北三面与乌当区、观山湖区接壤,南面与南明区相邻,西北部与白云区交界,东西长17.5千米,南北宽12.5千米,面积93.57平方千米。云岩区是贵阳市中心城区之一,是原贵阳老城的主体部分,是贵州省人民政府驻地所在地区。截至2022年末,云岩区常住人口为109.78万人。
简约而不简单,我们的专业销售不锈钢复合管-放心产品视频将用直观的方式展示产品的核心价值。
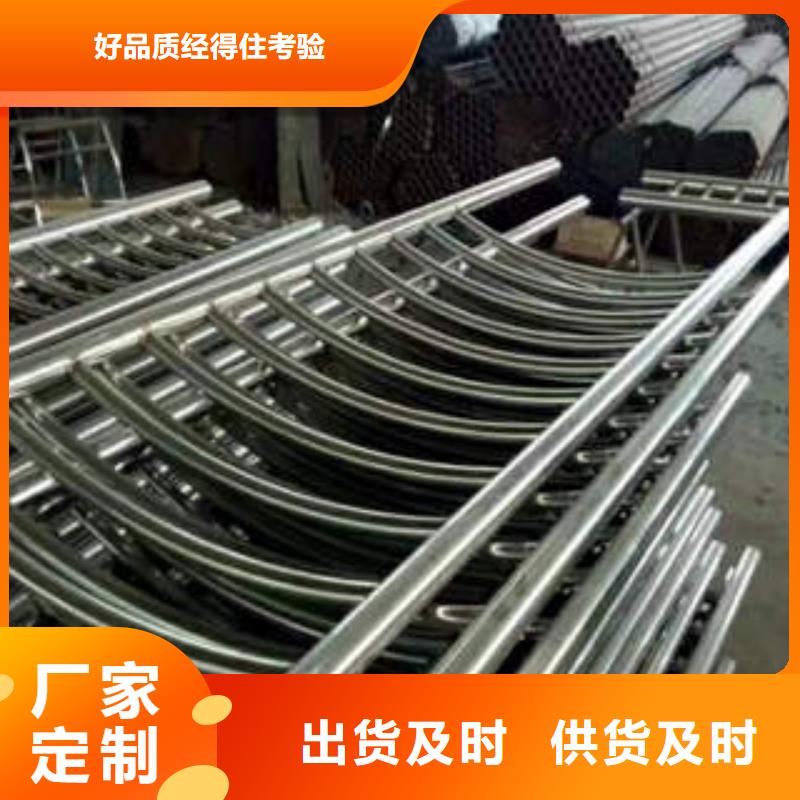
以下是:贵阳云岩专业销售不锈钢复合管-放心的图文介绍

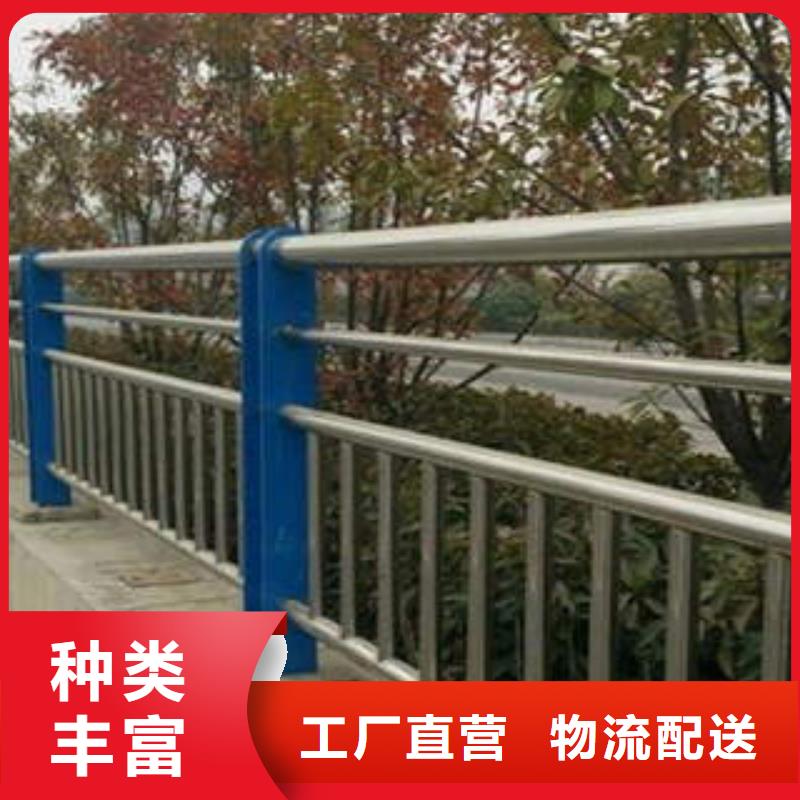
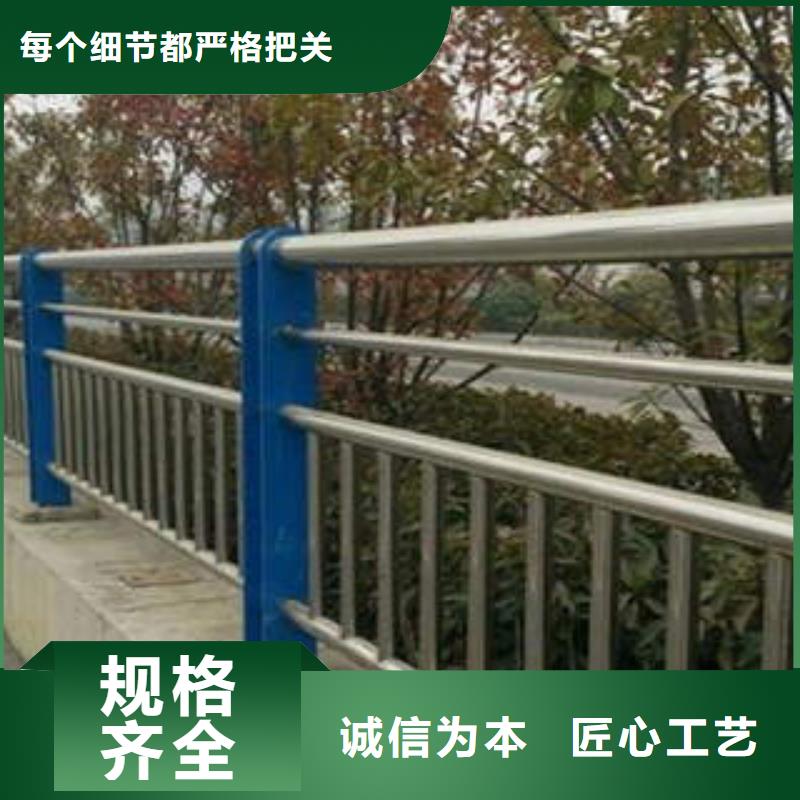
贵阳云岩茂硕钢铁 有限公司主要生产:【不锈钢碳素钢复合管护栏厂家】 等等。公司不断从客户的切身利益出发,站在客户的角度,设身处地的为客户考虑,并结合以自身的专业知识,为客户设计出更合理的工艺产品。同时,我们拥有实践经验丰富、高素质的设计、制造、安装队伍,能按客户所需,结合客户的实际情况,制造生产客户需要的产品。精心的设计、精湛的制造、精细的施工、的服务以及牧阳长期秉持的“让我们共同前进”的理念使牧阳赢得了用户的长期认可和良好的社会信誉。


钢坯要预热到550℃,在800℃以下要缓慢加热,加热温度不应超过1250℃。马氏体不锈钢对热应力很敏感,所以冷却速度要很缓慢。3Cr13、4Cr13要在850℃以上开始缓冷,直至低于150℃,否则,容易出现裂纹。在清理表面缺陷前,还应进行软化退火,以免产生研磨裂纹。轧制时变形抗力较大,4Cr13的变形抗力为低碳钢的1.6倍,所以不宜采用大压下量轧制。又因该类钢在900-1200℃有较好的塑性,所以终轧温度应在900℃以上。
不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。
不锈钢复合管一般以金属作支撑材料,内衬以环氧树脂和水泥为主,它的特点是重量轻、内壁光滑、阻力小、耐腐性能好;也有以高强软金属作支撑,而非金属管在内外两侧。它的特点是管道内壁不会腐蚀结垢,保证水质;也有金属管在内侧,而非金属管在外侧,如塑覆铜管,这是利用塑料的导热性差起绝热保温和保护作用。
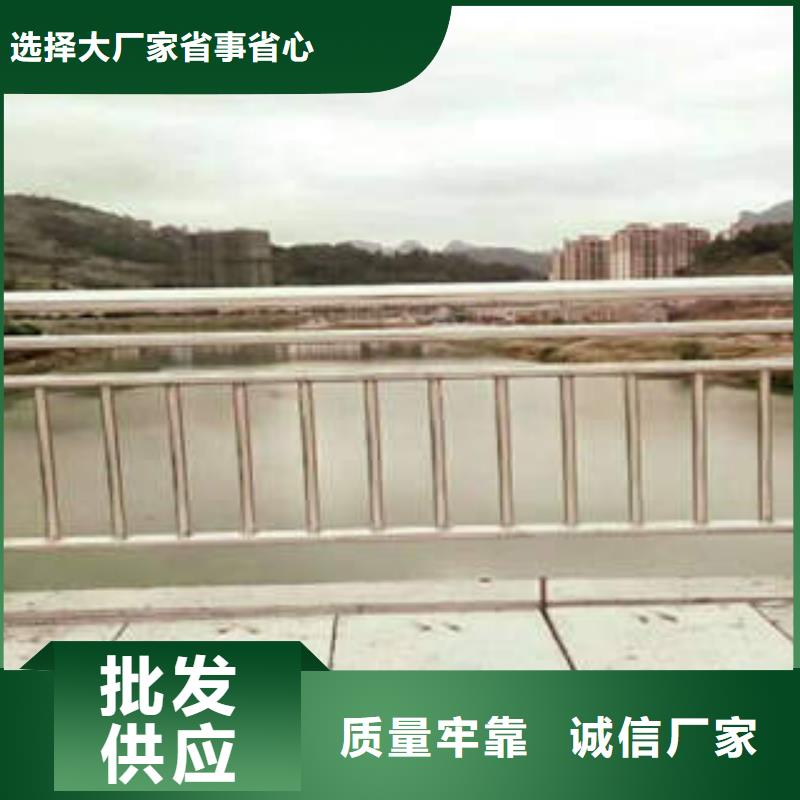
不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。
不锈钢复合管一般以金属作支撑材料,内衬以环氧树脂和水泥为主,它的特点是重量轻、内壁光滑、阻力小、耐腐性能好;也有以高强软金属作支撑,而非金属管在内外两侧。它的特点是管道内壁不会腐蚀结垢,保证水质;也有金属管在内侧,而非金属管在外侧,如塑覆铜管,这是利用塑料的导热性差起绝热保温和保护作用。



燃气涂塑钢管为三层PE涂塑钢管,层为重防腐改性环氧树脂,外层为喷敷产品喷敷均匀,质量优异,外表美观。我国的钢塑复合管开发的时间不长,在原材料、技术工艺、制造设备等各方面与国外相比,还有较大差距。
纳米微珠塑料钢塑复合管由钢管层、纳米微珠塑料层组成,纳米微珠塑料层均匀设置在钢管层的内壁上。纳米微珠塑料层是在现有塑料稳定的分子结构中加入纳米微珠,使得塑料层的强度和硬度得到很大的提高,使得扩大使用范围,特别是适用于石油管道、大型管道的应用。具有耐腐蚀、使用寿命长、强度高、外侧复合层不易被破坏等优点。
通过互联网大市场,大渠道,促进行业内对钢塑复合管技术的认识学习,必将起到事半功倍的效果。在钢塑复合管和复合管件内圆表面设有塑料保护层,在钢塑复合管端部与密封垫圈结合处涂有密封胶。
解决了钢塑复合管的螺纹连接的密封防腐问题,同时又能保证管道内光滑,流体畅通,节省动力,可应用于腐蚀性介质流体的传送管道及环保用水管道,克服了因焊接或镀锌等钢管所带来的问题。
不锈钢耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀,深冲压用冷轧钢带的物理性能与温度的相关性如下:
线膨胀系数:在100-900℃ 范围内,各类不锈钢主要牌号的线膨胀系数基本在10ˉ6~130*10ˉ6℃ˉ1,且随着温度的升高呈增加的趋势。对于沉淀硬化型不锈钢,线膨胀系数的大小时效处理温度来决定。比热容:随着温度的变化比热容会发生变化,但在温度变化的过程中金属组织中一旦发生相变或沉淀,那么比热容将发生显著的变化。
弹性模量:室温下铁素体型不锈钢的纵向弹性模量为200kN/mm2,奥氏体型不锈钢的纵向弹性模量为193 kN/mm2,略低于碳素结构钢。随着温度的升高纵向弹性模量减小,泊松比增加,横向弹性模量(刚性)则显著下降。纵向弹性模量将对加工硬化和组织集合产生影响。
纳米微珠塑料钢塑复合管由钢管层、纳米微珠塑料层组成,纳米微珠塑料层均匀设置在钢管层的内壁上。纳米微珠塑料层是在现有塑料稳定的分子结构中加入纳米微珠,使得塑料层的强度和硬度得到很大的提高,使得扩大使用范围,特别是适用于石油管道、大型管道的应用。具有耐腐蚀、使用寿命长、强度高、外侧复合层不易被破坏等优点。
通过互联网大市场,大渠道,促进行业内对钢塑复合管技术的认识学习,必将起到事半功倍的效果。在钢塑复合管和复合管件内圆表面设有塑料保护层,在钢塑复合管端部与密封垫圈结合处涂有密封胶。
解决了钢塑复合管的螺纹连接的密封防腐问题,同时又能保证管道内光滑,流体畅通,节省动力,可应用于腐蚀性介质流体的传送管道及环保用水管道,克服了因焊接或镀锌等钢管所带来的问题。
不锈钢耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀,深冲压用冷轧钢带的物理性能与温度的相关性如下:
线膨胀系数:在100-900℃ 范围内,各类不锈钢主要牌号的线膨胀系数基本在10ˉ6~130*10ˉ6℃ˉ1,且随着温度的升高呈增加的趋势。对于沉淀硬化型不锈钢,线膨胀系数的大小时效处理温度来决定。比热容:随着温度的变化比热容会发生变化,但在温度变化的过程中金属组织中一旦发生相变或沉淀,那么比热容将发生显著的变化。
弹性模量:室温下铁素体型不锈钢的纵向弹性模量为200kN/mm2,奥氏体型不锈钢的纵向弹性模量为193 kN/mm2,略低于碳素结构钢。随着温度的升高纵向弹性模量减小,泊松比增加,横向弹性模量(刚性)则显著下降。纵向弹性模量将对加工硬化和组织集合产生影响。


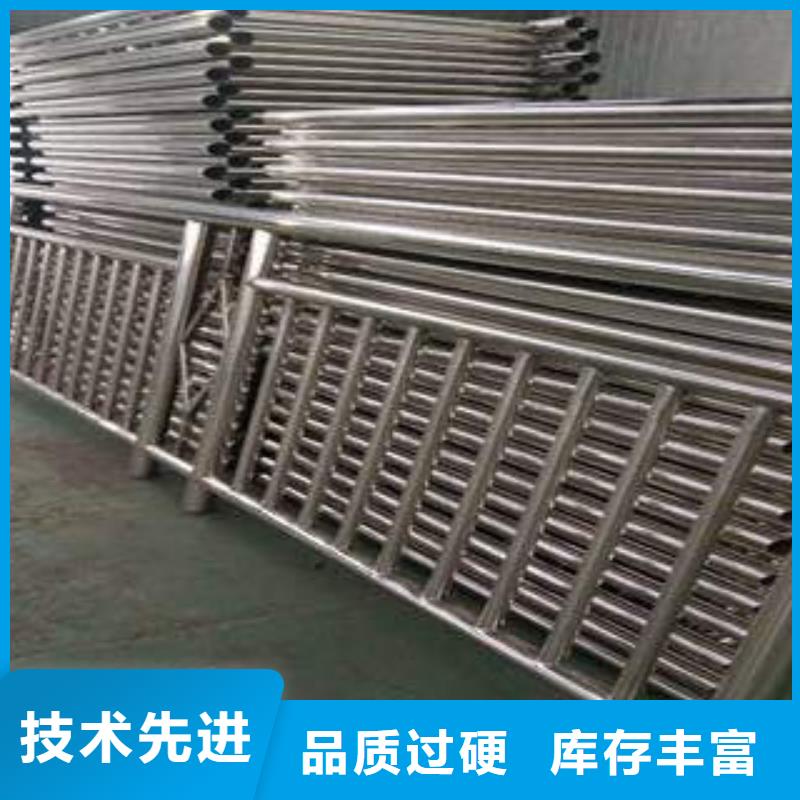
轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:
优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。
缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。复合挤压的优缺点分别为:
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。
缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。
缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。复合挤压的优缺点分别为:
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。
缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。

选购专业销售不锈钢复合管-放心来贵阳市云岩区找茂硕钢铁 (贵阳市云岩区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:付经理-【13258995901】,地址:[开发区新区天津路18号]。
产品






产品分类
其他新闻
- 复合管桥梁护栏厂家,发货快 2025-10-13
- 工地洗车台大厂家买的安心 2025-10-13
- 护栏发货快速 2025-10-13
- 42CrMo无缝管生产经验丰富的厂家 2025-10-13
- 不锈钢护栏市场价格 2025-10-13
- 耐候板货真价实 2025-10-13
- 信誉好的无缝钢管厂家_质量保证 2025-10-13
- 买无缝钢管必看-规格全 2025-10-13
- 精密钢管、精密钢管厂家直销 2025-10-13
- 桥梁护栏质量过硬 2025-10-13
- 卖异型管的厂家 2025-10-13
- 欢迎来访-不锈钢井盖厂家 2025-10-13
- 透水免费定制 2025-10-13
- 优质的灯光护栏生产厂家 2025-10-13
- 高强板大量现货随时发货 2025-10-13
联系方式
