珩磨管厂商
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 珩磨管厂商供应范围覆盖浙江省、杭州市、江干区、上城区、下城区、拱墅区、西湖区、滨江区、萧山区、余杭区、桐庐县、淳安县、建德市、富阳区、临安区等区域。 |
精密管产品案例遍布全国各地,多年来凭着“诚实守信”的经营作风和“顾客的需求就是我们的愿望”的营销理念以及“质优价惠”赢得了客户的好评。杭州江干九冶管业有限公司可以根据不同用户的需求进行设计生产。 精密管产品质量保证,价格从优,欢迎您的惠顾!


不管什么设备,不管设备的质量有多好,都有使用时限,但是如果平时使用正确、维护好,可以有效延长使用寿命,液压油缸是液压系统中的一员,怎样延长液压油缸的使用寿命?
液压油缸要防锈,因为液压油缸的活塞部分在工作状态中是要伸出油缸的,自然就会受到氧化物的、酸性气体的侵蚀,因此要采取一些措施进行防锈,以免重要部件受侵蚀而被损坏。
还要开箱换油。因为长时间使用,难免会有异物进入液压油缸中,这样在使用中就会发生摩擦增大现象,另外,液压油也是有一定的使用寿命,长时间不换油会损坏或者侵蚀液压油缸内部。
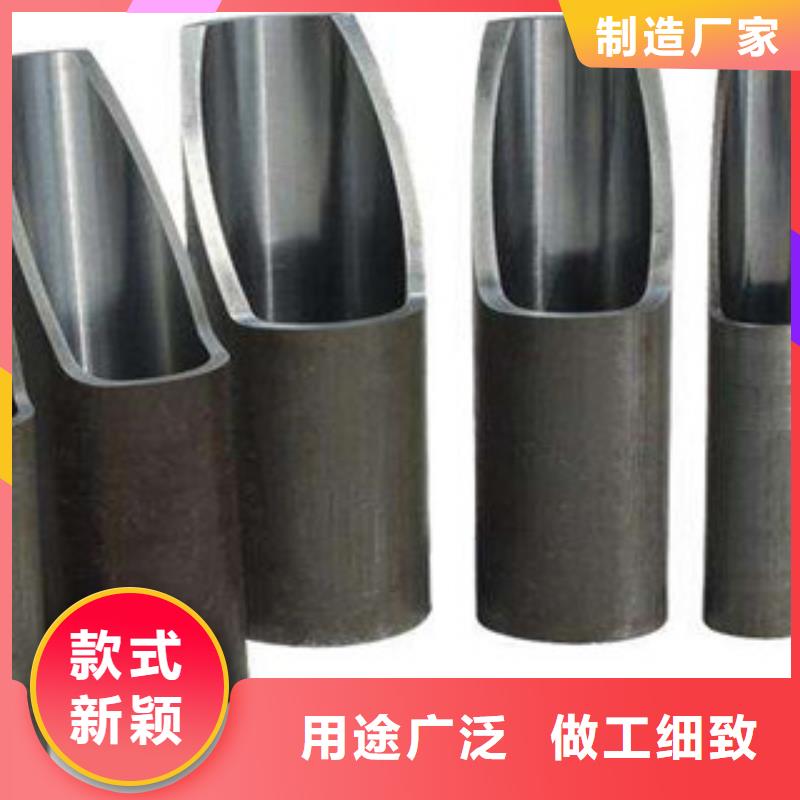
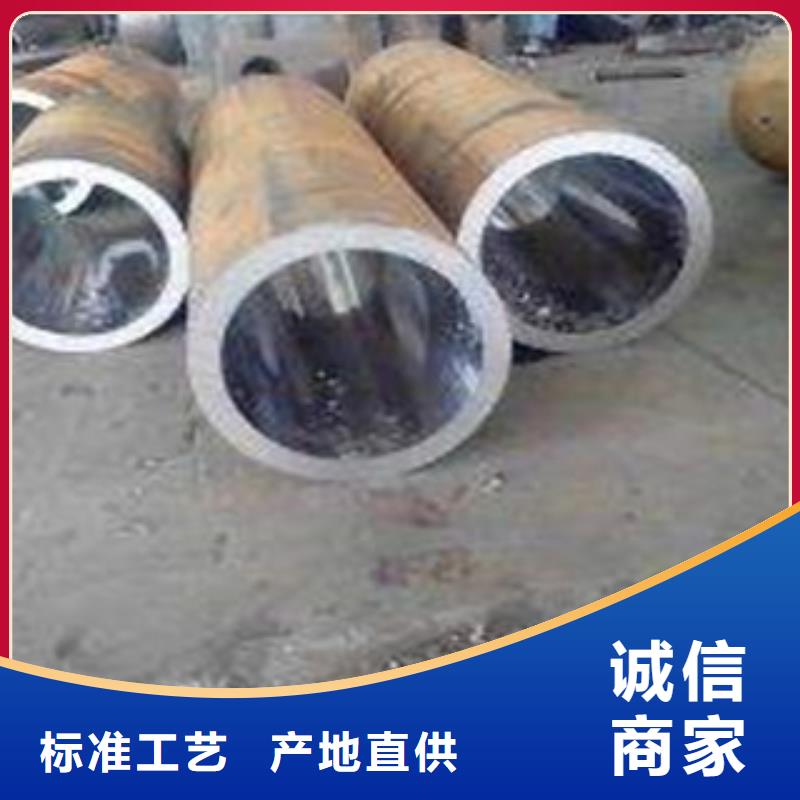
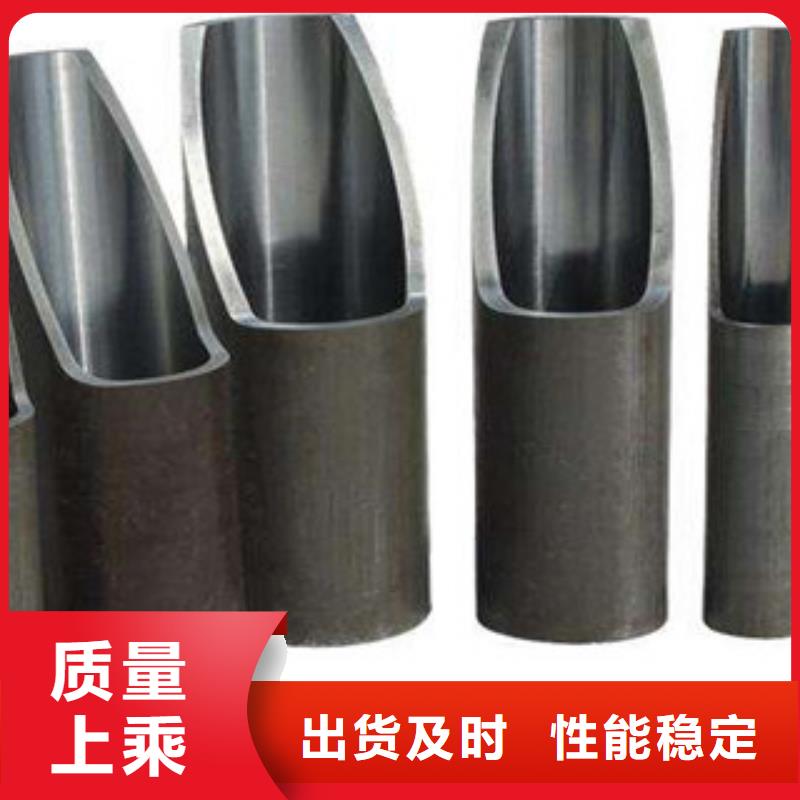
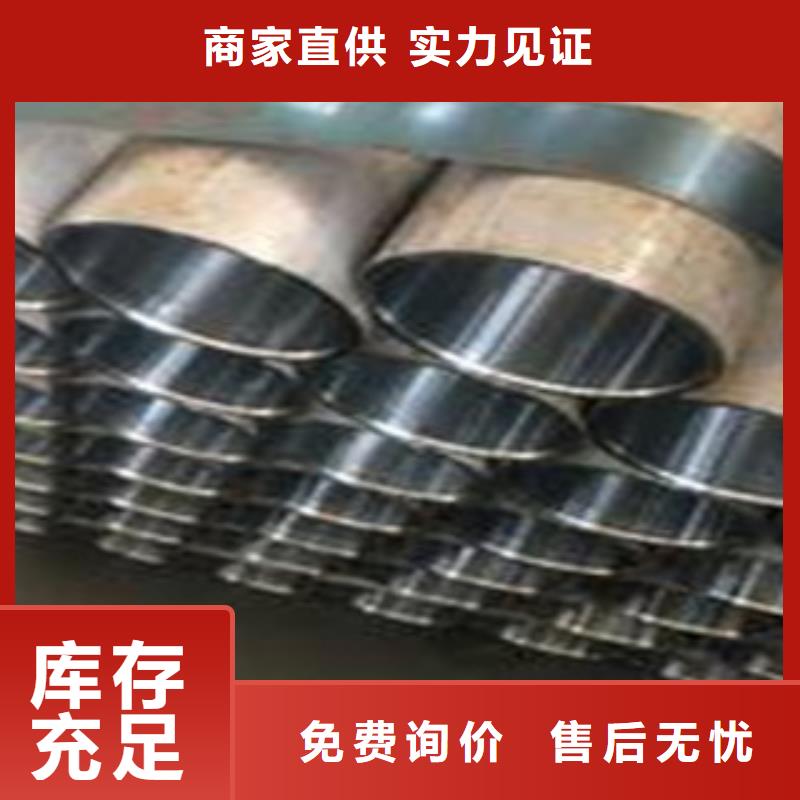
珩磨管属于无缝钢管的深加工产品,内孔精度高,光洁度高,耐磨性好,主要用来加工生产各种液压设备,同时也能为煤矿等生产企业提供配套的液压配件。
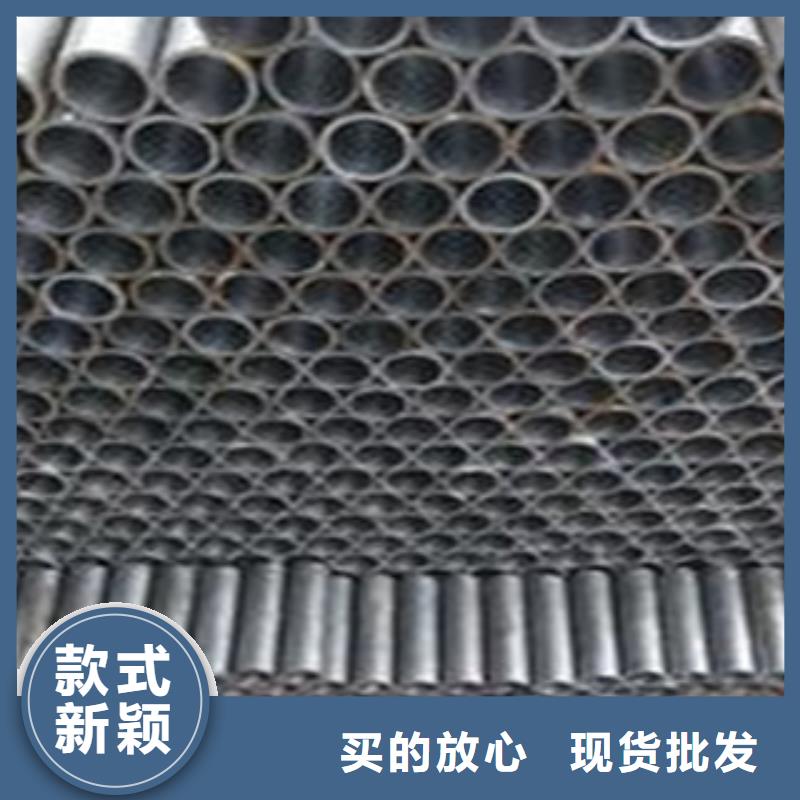
无缝管是一种具有中空截面、周边没有接缝的长条钢材。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
一般用无缝管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。



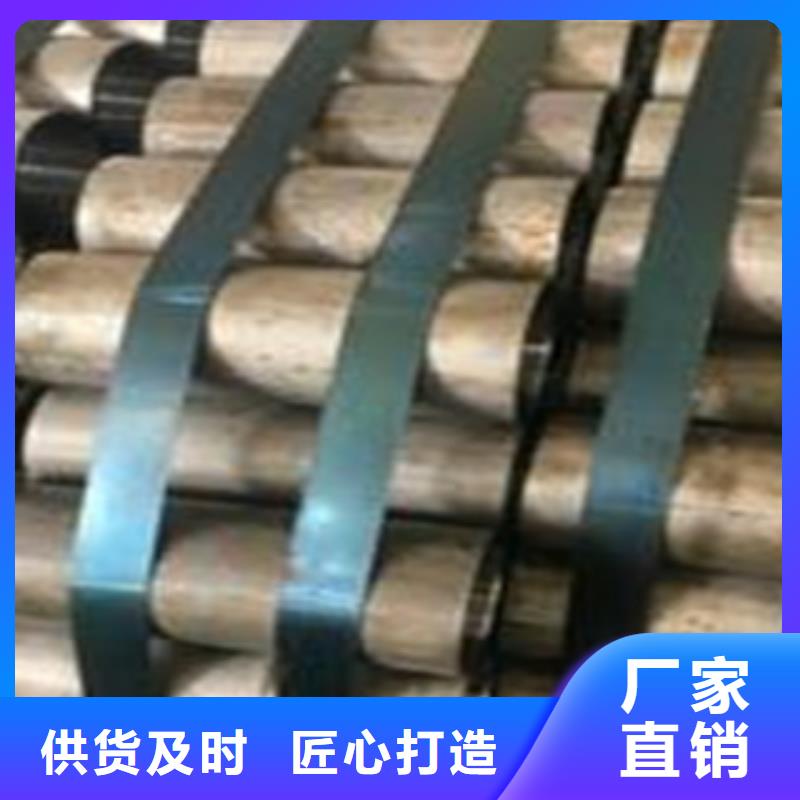
还有关于管材珩磨中的珩磨压力,也就是砂条作用在工件表面的压力,决定于被加工表面的硬度,磨条的性质及加工的表面粗糙度要求。为了减小珩磨时工件的发热,及时排除切屑以细化表面粗糙度,在珩磨时必须施加润滑冷却液,保证珩磨管的精度。由于珩磨管具有中空截面的特殊结构,因此它被广泛用作于输送流体的管道,比如石油、天然气、水以及一些固体物料的输送管道都是用珩磨管制成的。当然除此之外,珩磨管也是制造布局件和机械零件的选择之一。
当然,像珩磨管这样的圆管也有一定的局限性,比如在受平面弯曲的前提下,珩磨管的弱势就非常明显。可见,这种管材的应用也是有限制的,用户在选用的时候要根据要求和条件予以应用。



1、拆卸液压油缸之前,应使液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油就会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。
2、拆卸时要按顺序进行。由于各种液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖,后拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用专用工具,禁止使用扁铲;对于法兰式端盖必须用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆难以抽出时,不可强行打出,应先查明原因再进行拆卸。
3、卸卸前后要设法创造条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行;拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。
4、拆卸时应防止损伤活塞杆顶端螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。
5、油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件必须更换


珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。
与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。
为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。 要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。



- 规格齐全的护栏销售厂家 2025-10-14
- 可信赖的不锈钢复合管桥梁护栏厂家 2025-10-14
- 返空车企业-信誉保障 2025-10-14
- 不锈钢复合管优质售后 2025-10-14
- 不锈钢管、不锈钢管厂家直销 2025-10-14
- 圆钢优质商家 2025-10-14
- 支持定制的防撞护栏基地 2025-10-14
- 有现货的不锈钢复合管公司 2025-10-14
- 防撞护栏定制-实力厂家 2025-10-14
- 桥梁护栏-我公司资质齐全 2025-10-14
- 二次结构泵物超所值 2025-10-14
- 珩磨管厂商 2025-10-14
- 规格齐全的护栏销售厂家 2025-10-14
- 可信赖的不锈钢复合管桥梁护栏厂家 2025-10-14
- 返空车企业-信誉保障 2025-10-14
产品



联系方式
