绗磨管现货直供


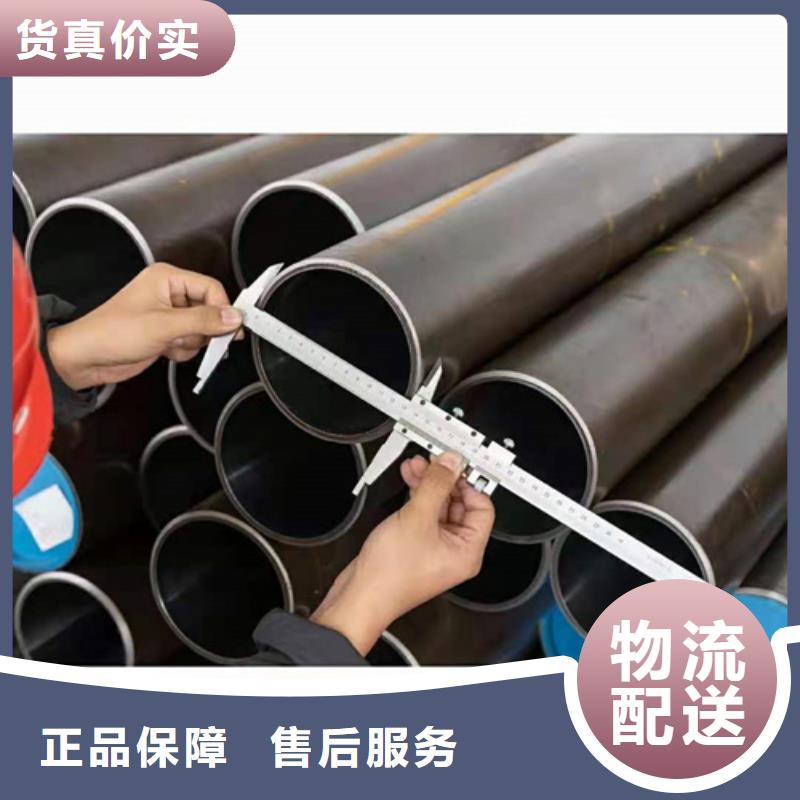
45#绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果绗磨管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。1、绗磨管存在微量变化和浅状拉痕,可以采用珩磨工艺修复,也可采用镀层修复。2、绗磨管内表面磨损严重,存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺绗磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复大口径绗磨管。减磨修补剂主要用于对磨损、划伤金属零件的修复。绗磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用清洗沟槽表面,用绗磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于绗磨管内表面,待固化后,打磨并留出精加工余量。后通过研磨使绗磨管整体尺寸、行位公差、粗糙度达到要求,油压机的珩磨钢管是液压传动的执行元件,它与主机的工作机构有着直接的联系,对于不同的机构,液压缸同样具有不同的用途和要求,因此作为设计者在设计前应作调



十几年风雨历程,铸就了公司品牌,取得了可喜的业绩。崇左宁明九冶管业有限公司多年来凭着诚实守信的经营作风和顾客至上的营销理念及质优价惠的 绗磨管产品赢得了客户的好评,现已形成良好的市场美誉度。





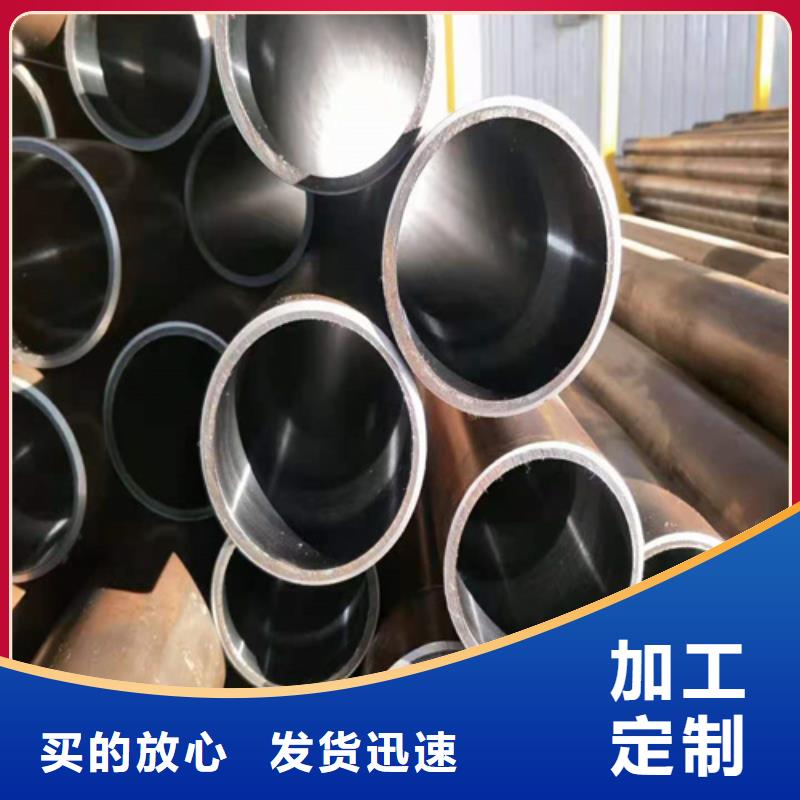
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。根据对上述两种材料的特性分析可知,油缸的工作温度才是确定选用何种材料作支承衬套的关键所在,一般工作温度下使用尼龙就可以了,但对于要在高温下工作的油缸来说,聚甲醛作为珩磨管的支承衬套才是理想选择。



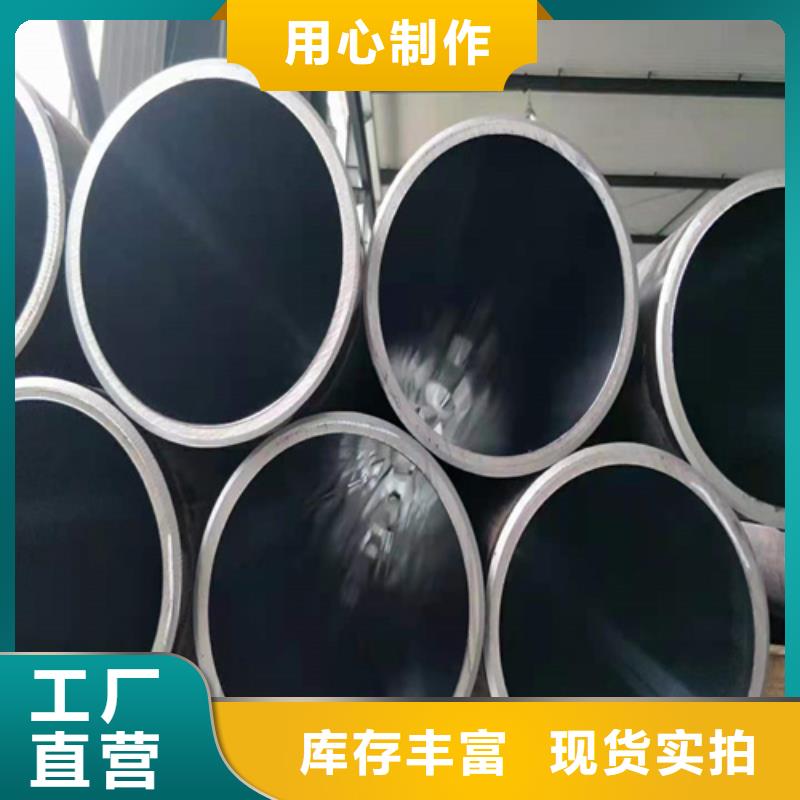
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。45#绗磨管表面热处理具体定义45#绗磨管表面热处理具体定义就是通过对钢件表面的加热、冷却,改变表层性能的金属热处理工艺,表面热处理的特性:1、硬度
高频感应表面热处理硬度比普通炉中加热热处理要高2HRC~3HRC。
2、耐磨性
45#绗磨管表面热处理在干摩擦滑动磨损条件下的耐磨性以及疲劳磨损抗力都较普通热处理零件的高,这是由于其组织中马氏体晶粒细小、碳化物弥散度较高以及表面存在较高压应力的综合结果。
3、疲劳强度
45#绗磨管表面热处理可显着提高工件的疲劳强度。如40MnB钢制造的汽车半轴,原工艺为整体调质,改为调质+表面热处理,寿命提高近20倍,另外,表面热处理降低了零件的缺口敏感性。进行表面热处理是为了提高产品的特性,同时被被广泛应用在各个行业,这都是与其特性密不可分的。
- 声测管行业经验丰富 2025-09-05
- 供应批发发电机出租-省心 2025-09-05
- 重信誉不锈钢复合管栏杆批发厂家 2025-09-05
- 球墨铸铁管现货充裕 2025-09-05
- 规格全的型钢生产厂家 2025-09-05
- 无缝管制造 2025-09-05
- 好消息:无缝管厂家优惠促销 2025-09-05
- 塑料托盘定做-塑料托盘厂 2025-09-05
- 重信誉苹果苗供货厂家 2025-09-05
- 买洒水车必看-欢迎选购 2025-09-05
- 卖市政管道清淤的生产厂家 2025-09-05
- 买鳄鱼剪必看-质量有保障 2025-09-05
- 支持定制的弯供机公司 2025-09-05
- 销售弯管机的厂家 2025-09-05
- 绗磨管现货直供 2025-09-05
产品




联系方式
