您当前的位置:商助贸易宝 » 淮北商助贸易宝 »淮北产品 » 桥梁护栏现货直销厂家
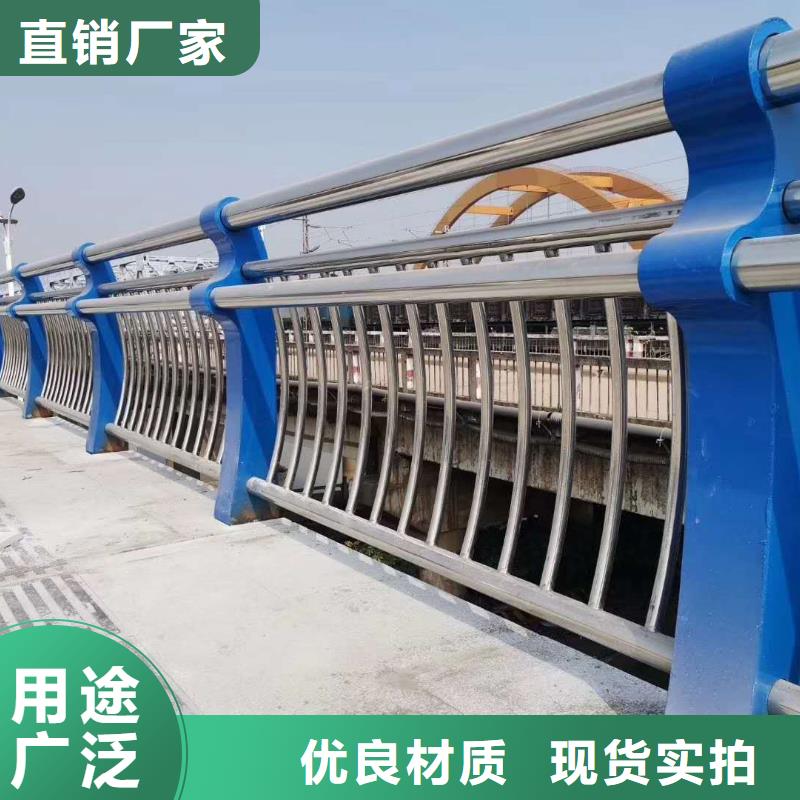
桥梁护栏现货直销厂家
更新时间:2025-11-04 03:34:15 ip归属地:淮北,天气:阴转多云,温度:7-19 浏览:1次



- 发布企业
- 亮洁不锈钢制品(淮北市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 桥梁防撞护栏
- 所在地
- 经济开发区工业园
- 联系电话
- 0635-8861618
- 手机
- 18864946111
- 联系人
- 贾经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:安徽省淮北市桥梁护栏现货直销厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 亮洁 |
| 材质 | 不锈钢 |
| 范围 | 桥梁护栏供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 杜集区、相山区、烈山区、濉溪县等区域。 |
【亮洁】为您提供烈山桥梁防撞护栏产地货源、相山桥梁防撞护栏产品性能、六安桥梁防撞护栏诚信经营、铜陵桥梁防撞护栏真正的源头厂家、芜湖桥梁防撞护栏认准大品牌厂家等多元产品与服务。桥梁护栏现货直销厂家,亮洁不锈钢制品(淮北市分公司)为您提供桥梁护栏现货直销厂家的资讯,联系人:贾经理,电话:【0635-8861618】、【18864946111】。 安徽省,淮北市 2022年,淮北市实现地区生产总值1302.8亿元,同比增长0.2%。
想要了解桥梁护栏现货直销厂家产品的魅力?视频为你揭晓答案!
以下是:安徽淮北桥梁护栏现货直销厂家的图文介绍


添加行车性,在路测水沟较深的情况下,一般设置交通护栏来避免失控车辆驶入深沟,以维护行人,乘员的,假如交通护栏不能异向和有用阻拦事端车辆时,其本身也是一种降碍物,因而,对交通护栏进行合理的规划,并做好交通护栏端部的处理,避免影响护栏核体功用的正常发挥。
其详细布设准则如下: 中心分隔带交通护栏应接连布设,以避免车辆闯入对向车道形成更大的人员伤亡,避免二次事端的发作, 全线路基填土高度大于3m的路段设置路侧普通型交通护栏。填土高度大于8m的路段设置路侧加强型交通护栏。
桥梁、通道两边,距桥头8m 范围内设置加强型交通护栏及加强型中心分隔带交通护栏;在设有跨线桥及分离式立休交又的当地,在桥墩及其两边8m范围内设置加强型交通护栏。以避免车辆对桥墩的冲击;互通立交范围内一般悉数布设波形交通护栏;路侧护栏小设置长度为70m,两段路侧护栏之间相距不到1OOm时,应将两路段接连设置。



焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求高的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
不锈钢管、碳钢与不锈钢复合管三者有什么区别呢?


安徽淮北亮洁不锈钢制品有限公司专注生产加工 桥梁防撞护栏, 拥有十多年生产经验。本公司是您优选的商业合作伙伴! 公司以“质量为本、客户至上、精益求精”为指导,通过人才培训,设备更新,技术革新,产业升级等一系列措施,并运用成熟的工艺、科学的管理使公司成为一家具有j i强竞争力的企业。 我们将以优的产品、真诚的服务与各界合作伙伴携手共进,共谋发展!




按组成可分为Cr系列(400系列)、Cr-Ni系列(300系列)、Cr-Mn-Ni系列(200系列)、耐热铬合金钢(500系列)和沉淀硬化系列(600系列)。
彩色轮廓挤压法
彩色轮廓挤压法,又称全身法。在PVC型材配方中加入色母,通过挤出机直接挤出色母。优点是原挤出机挤出成品,成本低,缺点是型材耐候性差,不能满足室内外装修效果的要求。
复合共挤出由PVC护栏和附加一层彩色材料挤压成型而成的型材。无论是彩色材料PVC,或聚甲基丙烯酸甲酯(MMA)或丙烯酸,苯乙烯,丙烯酸酯共聚物(ASA),都需要两个挤出机主机(双锥蛹杆58和60或单螺杆30)。必须使用一种复合型模制作型材,生产工艺是从两种不同的流型材料和彩色材料中,总线在离开模具前用先进的挤出成型。这种方法的特点是生产过程中都要用冷热搅拌机或烘干机等设备,材料回收困难,生产工艺复杂,复合膜成本高,投资大。


桥梁护栏现货直销厂家_亮洁不锈钢制品(淮北市分公司),固定电话:【18864946111】,移动电话:【0635-8861618】,联系人:贾经理,经济开发区工业园。
我们的其他产品